
Las impurezas que acompañan a la aceituna varían cualitativa y cuantitativamente con el método de recolección, la meteorología (lluvias y barro) y el diseño/ajuste de los equipos de patio
Retos presentes y futuros en la limpieza y lavado de las aceitunas en las almazaras. Parte I
Montaño A., Redondo-Redondo, S., Chamizo-Calero, F.
Centro Tecnológico Nacional Agroalimentario Extremadura (CTAEX)
27/03/2026
En el número 17 de esta revista en 2019 (Montaño, 2019) (ver https://www.interempresas.net/FlipBooks/IA/17/html5forpc.html) se realizó una revisión bibliográfica sobre los aspectos técnicos de cómo afectaba el proceso de la limpieza y lavado de la aceituna. Se abordaba los aspectos beneficiosos y negativos de la presencia de hojas, las características de las aguas de lavado, en qué punto hacer el lavado, la necesidad de reutilizar y/o tratar esta agua de lavado, la necesidad de escurrir los frutos, el crecimiento microbiano con los riesgos para la calidad que conlleva, así como la presencia de pesticidas, el daño físico de los frutos y cómo se merma la calidad, cómo afecta a la extractabilidad y parámetros de calidad de los aceites, terminando con un listado de las mejoras que se podrían implementar a este paso del proceso.
1. Introducción
En este artículo se desea dar un enfoque diferente al artículo publicado en 2019, pues muy se ha localizado poca bibliografía nueva, y menos que aporten alguna novedad o innovación a la ya consultada. Esta bibliografía se centra principalmente en uno o dos de los siguientes puntos:
- Eliminación de impurezas y contaminantes: se evalúa la presencia de materiales extraños (tierra, piedras, hojas, metales) que pueden dañar la maquinaria o tergiversar/influenciar sobre características sensoriales, aunque más bien la influencia positiva de la adición de hojas de forma controlada en la molienda.
- Conservación de la calidad tanto a nivel empírico como experimental: el objetivo principal es mantener la integridad del fruto y sus características organolépticas sin provocar pérdida de parámetros legislados y otros positivos para el valor del aceite final (color, estabilidad oxidativa, etc.).
- Rendimiento Industrial - Extractabilidad: evalúan y cuantifican la potencial pérdida de calidad por el exceso de agua durante el proceso de extracción, aspecto muy dependiente de otros pasos posteriores y del diseño de las infraestructuras de las almazaras.
- Gestión de residuos y sostenibilidad: existe un interés creciente en reducir el consumo de agua y tratar los efluentes para minimizar el impacto medioambiental y permitir su reutilización.
- Enfoque químico y de tratamiento de las aguas de lavado: hay varios estudios que proponen procesos de oxidación avanzada, coagulación y floculación para recuperar el agua de lavado y eliminar compuestos recalcitrantes que sean un riesgo químico o microbiológico.
- Seguridad y control de contaminantes específicos: se evalúa la eficacia del lavado en la reducción de residuos de pesticidas y la carga microbiana que llega del campo.
- Enfoque de ingeniería de procesos y diseño: hay muy pocas, por no decir solo una, propuestas para desarrollar nueva maquinaria que mejoren la usabilidad, eficiencia hídrica y seguridad laboral. A diferencia de otros pasos del proceso de extracción, en los que se estudian innovaciones, en este punto, no hay publicaciones de las ventajas o mejoras en el proceso de limpieza o lavado.
Estos siete puntos a introducir en este artículo son los siguientes:
- Naturaleza de la suciedad e impurezas y clasificación de partidas,
- Ingeniería del lavado y del tren de escurrido-secado,
- Calidad del agua y control higiénico-microbiológico,
- Efectos del lavado sobre rendimiento, extractabilidad y composición,
- Inocuidad y contaminantes,
- Sostenibilidad y gestión de efluentes,
- Gobernanza operativa y economía de la decisión.
2. Naturaleza de la suciedad e impurezas y clasificación de partidas
Una actualización relevante en los últimos años es la aparición de varias propuestas de patio instrumentado, compuesto por un sistema de visión instalados sobre cintas de recepción para calcular no solo el contenido graso y humedad del lote, sino también detectar defectos y apoyar una clasificación menos subjetiva y más trazable, precisamente porque la inspección manual se ve afectada por fatiga, muestreo parcial y conflictos sociales y económicos (Cano Marchal et al., 2021).

2.1. Tipología y origen de las impurezas
Las impurezas que acompañan a la aceituna varían cualitativa y cuantitativamente con el método de recolección, la meteorología (lluvias y barro) y el diseño/ajuste de los equipos de patio (Caravaca-Susi, 2019). Caben destacar las siguientes impurezas:
- Impurezas orgánicas vegetales (hojas, ramas, tallos): la ventilación y el despalillado eliminan gran parte, pero la fracción residual puede modificar el perfil sensorial y el equilibrio amargopicante, con resultados dependientes de porcentaje y estado de la hoja (Di Giovacchino, 2010; Sevim y Tuncay, 2013; Sonda et al., 2014; Sari y Ekinci, 2017). En particular, se han descrito escenarios en los que un 25% de hojas sanas puede intensificar notas verdes y estabilidad, pero también escenarios donde hojas viejas/enfermas o un exceso de material verde penalizan el equilibrio sensorial (Di Giovacchino, 2010) favorecer el atroje y dificultar la caída de los frutos de la tolva.
- Impurezas minerales (arena, polvo, lodo, piedras): son el principal impulsor del lavado obligatorio por seguridad mecánica, y su incidencia se dispara en partidas con contacto con suelo o en recepciones con remolques muy cargados de barro, llegando a porcentajes extremos en casos concretos (Caravaca-Susi, 2019). Además, trasladan el problema a la lavadora, pues cuanto mayor es la fracción mineral, más rápido se degrada el agua de lavado y mayor es el riesgo de que el lavado se convierta en un vector de recontaminación por recirculación (Caravaca-Susi, 2019; Vichi et al., 2015).
- Elementos metálicos peligrosos (metales, tornillería, cartuchos, etc.): aunque sean eventos poco frecuentes, su impacto es alto, pues un solo cuerpo extraño puede provocar averías graves, por lo que la lógica moderna es aplicar barreras redundantes (limpieza en seco + imanes + puntos de control) y, si el riesgo es alto, priorizar lavado y separación por densidad (Civantos, 1999; Caravaca-Susi, 2019). En este punto es importante anotar que los imanes capturan muy bien el hierro y el acero al carbono y, en general, inoxidables ferríticos/martensíticos (serie 400). Los inoxidables austeníticos (304/316) suelen ser poco o nada magnéticos salvo que estén deformados en frío. Para no ferrosos (Aluminio, latón o cobre) el imán no sirve, siendo necesarios un detector de metales. Las barras magnéticas, las rejillas magnéticas y las placas magnéticas son las más frecuentes en la almazara, con un rango de precio entre 100-2.000 . Los imanes para metales poco magnéticos son muy caros y por ello menos frecuente en las almazaras.
2.2. Contaminantes químicos y riesgos silenciosos asociados a la recepción
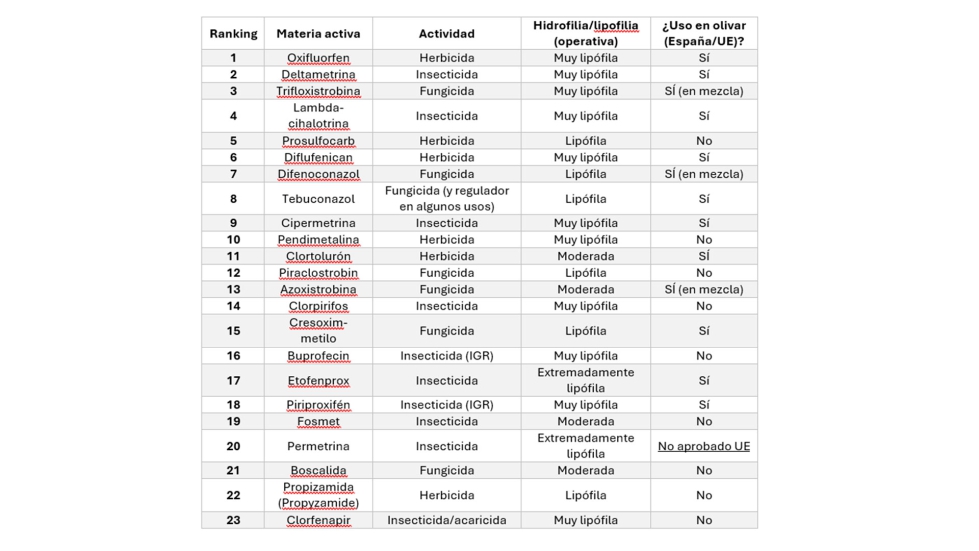
En la Tabla 1 se recogen las 23 materias activas de fitosanitarios más frecuentes en los aceites de oliva, siendo la mayoría liposolubles, es decir, muy baja hidrofilia y de difícil eliminación durante la fase de lavado de las aceitunas. Este aspecto es preocupante aún más cuando algunas de esas materias activas, como el Prosulfocarb o la Pendimetalina no están permitido su empleo en olivar y aún más alguna materia prima no permitida su empleo en la UE, como la Permetrina.
- Plastificantes (ftalatos y sustitutos): Estudios de seguimiento a lo largo de líneas reales han mostrado que la contaminación por plastificantes puede variar por etapa de proceso y materiales en contacto, lo que obliga a mirar también el patio y la línea de recepción como posibles fuentes (bandas, faldones, mangueras, juntas, guantes) y no solo el envasado (Freitas et al., 2024).
- Hidrocarburos de aceites minerales (MOSH/MOAH): evidencias recientes indica que no se puede reducir de forma significativa a la contaminación por MOH en una proporción relevante de casos, lo que refuerza el enfoque preventivo en origen (maquinaria, lubricación, mantenimiento, proveedores) y la segregación temprana de partidas sospechosas (Menegoz-Ursol et al., 2023).
- Hidrocarburos Aromáticos Policíclicos (PAHs): en aceites comestibles, los PAHs se tratan como contaminantes ambientales y/o de malas prácticas (p. ej., exposición a combustión, contaminación previa de la materia prima, etc.). Aunque su gestión no se resuelve solo en el patio, sí son convenientes protocolos de prevención y control de exposición a fuentes de combustión y disciplina de mantenimiento/lubricación (Bertoz et al., 2021).
2.3. Criterios de clasificación estratégica en el patio
- Separación por origen, la más básica y que ya debe estar superada: aceituna de vuelo vs aceituna de suelo. Sigue siendo la partición más útil, porque resume carga mineral, carga microbiana y la seguridad de aparición de defectos en el aceite final. Aunque hoy en día la mayoría de olivicultores conocen los beneficios de esta separación, existe un incentivo económico a enmascarar suelo como vuelo, por lo que se han venido desarrollando en los últimos años sistemas instrumentales de apoyo a la clasificación y/o evaluación del estado sanitario de los frutos que de forma más objetiva que la inspección visual, ayudan a clasificar lotes de aceitunas. Además, estas inversiones se justifican tanto por la seguridad en obtener una determinada calidad, por trazabilidad y equidad de pago (Caravaca-Susi, 2019; Cano Marchal et al., 2021).
- Estado sanitario por plagas y enfermedades: en la misma línea que el apartado anterior, siendo. La mosca del olivo (Bactrocera oleae), asociada al defecto gusano y a cambios en calidad, y la aceituna jabonosa o gafa (Coletotrichum sp.), asociada al defecto de moho y a cambios en la calidad química, son los riesgos más importantes para controlar en las almazaras de la península ibérica. Por tanto, en un patio orientado a AOVE conviene que el daño por plagas y enfermedades sea un criterio explícito de segregación y jerarquización de su molturación (Ölmez et al., 2009; Brkic Bubola et al., 2023).
- Madurez: el índice de madurez como criterio operativo para obtener la calidad buscada. Para hacer la clasificación justificable y comparable entre campañas, es recomendable fijar la madurez a un método estándar (índice de madurez del COI) y la cual está actualmente ayudadas con varias alternativas comerciales, objetivas, basadas en visión artificial, NIR-visibles, etc que ayudan a reducir la subjetividad (COI, 2011; Guzmán et al., 2013).
- Frío/heladas: aunque no frecuente en las principales zonas productoras de la península, este defecto sensorial puede aparecer de forma puntual en regiones concretas y en años excepcionales. Su asociación a alteraciones químicas (elevado valor de los peróxidos) y de volátiles (aroma a fresa) justifica separar partidas con daño por frío y limitar esperas a fin de evitar agravar los defectos sesoriales (Romero et al., 2017; Pino et al., 2022).
- Integridad física (rotos/magullados) y fermentabilidad: el daño mecánico y la demora antes de molturación aumentan el riesgo de fermentaciones, al haberse liberados material fermentable (azúcares, ácidos orgánicos, etc.) y de compuestos de fermentación, como el etanol (y su solubilización al aceite). En particular, se ha documentado que el lavado puede incrementar etanol en fruto y aceite, sobre todo si se combina con almacenamiento corto en condiciones no controladas. Por eso, el patio debe tratar la integridad y el tiempo a molienda como variables de decisión, no como incidencias (Beltrán et al., 2016; Beltrán et al., 2021; Vichi et al., 2015).
2.4. Clasificación orientada a la categoría extra no es un objetivo retórico o de moda
El clasificar las aceitunas para obtener un AOVE no es un objetivo que esté de moda, sino que es una categoría de calidad, tiene una restricción normativa que se debe cumplir para comercializar el aceite desde una posición más privilegiada. En la práctica, el control del patio busca minimizar la probabilidad de defectos sensoriales y preservar frutado. Por eso, separar suelo, limitar demoras, gestionar daño y evitar mojado innecesario en aceituna de vuelo y sana son decisiones alineadas con la búsqueda de (1) ausencia de defectos y (2) potenciación de los atributos positivos en los aceites.
Como criterio interno (no reglamentario), se han propuesto umbrales de clasificación visual y de madurez para seleccionar lotes con mayor probabilidad de extra, combinando proporción de fruto sano, baja fermentación y baja afectación por helada/arrugado, junto con un índice de madurez moderado (Romero, 2011).

3. Ingeniería del lavado y del tren de escurrido-secado
3.1. Funcionamiento de la lavadora hidroneumática tradicional (inmersión + flotación/sedimentación)
El rendimiento de esta separación depende de variables que suelen quedar implícitas: perfil de flujo dentro de la cuba (puntos muertos), relación caudal/carga de aceituna, tamaño de partícula mineral y la capacidad de decantar los sólidos en suspensión.
3.2. Parámetros de diseño y operación que gobiernan el lavado
- Tiempo de residencia y carga de trabajo: en una cuba industrial, el contacto con agua es breve pero no trivial. En condiciones típicas, se han estimado tiempos medios de inmersión en el rango de 1520 s, variando con la carga y la logística entre salida de lavadora y entrada al molino (Plasquy et al., 2021). Esta cifra es importante porque conecta directamente con dos cuestiones importantes: pérdida potencial de compuestos hidrosolubles (si el lavado es innecesario) y, a la inversa, eficacia real de desprendimiento de barro cuando el lavado es imprescindible. Por estas dos cuestiones es crucial tener claro para qué tipo de aceituna se compra una limpiadora-lavadora.
- Intensidad hidrodinámica (agitación/aireación): la aireación ayuda al avance y desprendimiento, pero incrementa la turbulencia y, con ello, el riesgo de golpes y microdaños en fruto sensible. Este parámetro enlaza con el anterior, pues la misma lavadora puede ser segura para suelo y agresiva para vuelo muy sano, si no se modula la intensidad.
- Gestión del agua: y no solo en referencia al volumen de agua necesaria para un volumen determinado de aceitunas, sino también a la necesidad de su recirculación, renovación y mantenimiento de una potabilidad suficiente. Desde la óptica de APPCC, el COI exige que el lavado se realice con agua potable conforme a legislación, que se controle su potabilidad, y contempla el nuevo lavado con agua nueva como medida correctora (COI, 2006). Este marco obliga a que los fabricantes incluyan puntos claros de drenaje, renovación y verificación, porque si el agua se degrada y se recircula sin control, la lavadora puede pasar de limpiar a redistribuir suciedad y carga microbiana entre partidas (COI, 2006; Cappelli et al., 2023).
3.3. Acondicionamiento térmico en lavadora: de efecto colateral a herramienta de control

Este enfoque permite reencuadrar el rol de la lavadora en la almazara ya no solo como separación de impurezas, sino como punto donde se puede estabilizar el proceso aguas abajo (temperatura de la aceituna antes de entrar en molino).
3.4. Innovaciones de diseño: algo más que cuba de inmersión
La principal contribución literaria útil para este punto es el trabajo de Cappelli y colaboradores sobre el desarrollo de una nueva lavadora mediante un enfoque de usabilidad, que hace un rediseño funcional del lavado. Estos autores prescinden del tanque tradicional como elemento central y se configura una secuencia de bandeja/tramo inicial, cinta transportadora, dos líneas de boquillas de lavado y, al final, tres sistemas de cuchilla de aire con flujo laminar para secar la aceituna. Con estas mejoras los autores reportan una reducción del consumo de agua desde 210 L/h a 150 L/h y una disminución significativa del tiempo de proceso, a una limpieza más rápida y más eficiente (Cappelli et al., 2019).
Otro aspecto que es importante anotar es sobre la limpieza de la lavadora tradicional, operación que obliga a parar producción y no es fácil de realizar por el personal. No hay que obviar que la innovación no es solo lavar mejor, sino también es hacer el equipo más limpiable, más verificable y más seguro.
3.5. Tren de escurrido-secado: por qué el postlavado ya no puede ser accesorio
3.6. Limpieza, higienización y diseño higiénico: estándares que hoy pesan más que antes
El mensaje para todas las almazaras es claro: en breve se prestará más atención a cómo se hace el lavado. Así se podrá tener en cuenta la eficiencia en al vaciado total, la ausencia de zonas muertas, accesibilidad/inspección de boquillas, el uso de materiales y con detergentes de grado alimentario, y procedimientos validados de limpieza, especialmente en equipos que trabajan con agua recirculada (ISO, 2002; EHEDG, 2023).

Bibliografía
- Beltrán, G., Hueso, A., Bejaoui, M.A., et al. (2021). How olive washing and storage affect fruit ethanol and virgin olive oil ethanol, ethyl esters and composition. Journal of the Science of Food and Agriculture, 101, 37143722. doi:10.1002/jsfa.11002
- Bertoz, V., Purcaro, G., Conchione, C., y Moret, S. (2021). A Review on the Occurrence and Analytical Determination of PAHs in Olive Oils. Foods, 10(2), 324. doi:10.3390/foods10020324
- Brkic Bubola, K., Lukic, I., Krapac, M., y Koprivnjak, O. (2023). Exploring the Connection between the Occurrence and Intensity of Grubby Defect and Volatile Composition of Olive Oil. Foods, 12(24), 4473. doi:10.3390/foods12244473
- Cano Marchal, P., et al. (2021). Automatic System for the Detection of Defects on Olive Fruits in an Oil Mill. Applied Sciences, 11(17), 8167. doi:10.3390/app11178167
- Cappelli, A., Carletti, L., Cini, E., y Giovannelli, A. (2019). The Design and Development of an Innovative Olive Harvester: A Case Study. Agriculture, 9, 257. doi:10.3390/agriculture9120257
- Cappelli, A., Lupori, L., y Cini, E. (2023). Should extra virgin olive oil production change the approach? A systematic review of challenges and opportunities to increase sustainability, productivity, and product quality. Journal of Agricultural Engineering, 54, 1479.
- Caravaca-Susi, M.J. (2019). Recepción de las aceitunas en la almazara. Eliminación de impurezas, control de peso y tolvas pulmón. En: Elaboración de Aceite de Oliva Virgen de Calidad. Editado por Fundación Caja Rural de Jaén.
- Civantos, L. (1999). Obtención del aceite de oliva virgen. Editorial: Editorial Agrícola Española, S.A. Ministerio de Medio Ambiente y Medio Rural y Marino.
- Consejo Oleícola Internacional (COI). (2006). Guide for the application of the HACCP system in virgin olive oil mills (COI/T.33/Doc. 2-4/2006).
- Consejo Oleícola Internacional (COI). (2011). Guide for the determination of the characteristics of oil olives (COI/OH/Doc. No 1/2011).
- Di Giovacchino, L. (2010). Technological aspects. En: Olive Oil. Minor Constituents and Health (Boskou, D., ed.).
- EHEDG. (2023). EHEDG Yearbook 2023 (https://www.ehedg.org/fileadmin/Yerarbook%202023/EHEDG%20Yearbook%202023.pdf).
- Freitas, F., et al. (2024). Analysis of Plasticizer Contamination Throughout Olive Oil Production. Molecules, 29(24), 6013. doi:10.3390/molecules29246013
- Grueso-Pérez, R. (2009). Depuración de aguas residuales de lavado de aceituna y aceite. Tesis Doctoral. Universidad de Granada.
- Guardia-Rubio, M., Ayora-Cañada, M. J., y Ruiz-Medina, A. (2007). Effect of washing on pesticide residues in olives. Journal of Food Science, 72(2), C139C143. https://doi.org/10.1111/j.1750-3841.2006.00252.x
- Guardia-Rubio, M., Ruiz-Medina, A., Molina-Díaz, A., y Ayora-Cañada, M. J. (2008). Pesticide residues in washing water of olive oil mills: effect on olive washing efficiency and decontamination proposal. Journal of the Science of Food and Agriculture, 88(14), 24672473. https://doi.org/10.1002/jsfa.3364
- Guzmán, E., Baeten, V., Pierna, J., y García-Mesa, J. A. (2013). Using a Visible Vision System for On-Line Determination of Quality Parameters of Olive Fruits. Food and Nutrition Sciences, 4(7A), 9098. https://doi.org/10.4236/fns.2013.47A011
- International Organization for Standardization (ISO). (2002). ISO 14159:2002 Safety of machinery Hygiene requirements for the design of machinery.
- Menegoz Ursol, L., Conchione, C., Peroni, D., Carretta, A., y Moret, S. (2023). A study on the impact of harvesting operations on the mineral oil contamination of olive oils. Food Chemistry, 406, 135032. doi:10.1016/j.foodchem.2022.135032
- Montaño, A. (2019). Lavado de aceituna: efectos sobre calidad, rendimiento e inocuidad. (https://www.interempresas.net/FlipBooks/IA/17/html5forpc.html).
- Montaño A., Caracaca-Susi, M. (2020). La limpieza y lavado de la aceituna: la perspectiva de la industria fabricante de maquinaria de patio. https://www.interempresas.net/FlipBooks/IA/21/html5forpc.html)
- Ölmez, H., y Yesilçimen Akbas, M. (2009). Optimization of ozone treatment of fresh-cut green leaf lettuce. Journal of Food Engineering, 90(4), 487494. https://doi.org/10.1016/j.jfoodeng.2008.07.026Pino 2022
- Plasquy, E., García Martos, J.M., Florido, M.C., Sola-Guirado, R.R., y García Martín, J.F. (2021). Adjustment of Olive Fruit Temperature before Grinding for Olive Oil Extraction. Experimental Study and Pilot Plant Trials. Processes, 9(4), 586. doi:10.3390/pr9040586
- Pino, C., Sepúlveda, B., Tapia, F., Saavedra, J., García-González, D. L., y Romero, N. (2022). The Impact of Mild Frost Occurring at Different Harvesting Times on the Volatile and Phenolic Composition of Virgin Olive Oil. Antioxidants, 11(5), 852. https://doi.org/10.3390/antiox11050852
- Romero, A. (2011). Caracterización y diferenciación de los aceites vírgenes de oliva de la comarca del Priorat (Tarragona), dentro del mercado global de aceites de la variedad Arbequina. Tesis Doctoral. Universitat de Lleida.
- Romero, I., García-González, D. L., Aparicio-Ruiz, R., y Morales, M. T. (2017). Study of Volatile Compounds of Virgin Olive Oils with Frostbitten Olives Sensory Defect. Journal of Agricultural and Food Chemistry, 65(21), 43144320. https://doi.org/10.1021/acs.jafc.7b00712
- Sevim, D., Tuncay, O. (2013). Effect of olive leaves addition before extraction of Turkish Olive Cultivar son olive oil minor components and antioxidant activity. Scientific Reports, 2:3.
- Sari, H.A., Ekinci, R. (2017). The effect of ultrasound application and addition of leaves in the malaxation of olive oil extraction on the olive oil yield, oxidative stability and organoleptic quality. Food Science and Technology, 37:493-499.
- Sonda, A., Akram, Z., Boutheina, G., Guido, F., Mohamed, B. (2014). Effect od addition of olive leaves before fruits extraction process to some monovarietal Tunisian extra virgin olive oils using chemometric analysis. Journal of Agricultural and Food Chemistry, 62:251-263.
- Vichi, S., Boyuegri, R., Caixach, J., Romero, A. (2015). Quality losses in virgin olive oil due to washing and short term storage before olive milling. European Journal of Lipid Science and Technology, 117. doi:10.1002/ejlt.201500066




























