
Automatismos Teinco apuesta por las nuevas tecnologías digitales de control de proceso
Teinco ofrece soluciones innovadoras para optimizar el control de calidad de los alimentos en tiempo real con el objetivo de permitir incrementar el control de los mismos. Con su equipo HIPSYSBRU, con tecnología hiperespectral, se pueden analizar las características de la materia prima en tiempo real y de forma no destructiva. Alguno de los parámetros objeto de análisis serían la sal, la humedad o la grasa, entre otros.
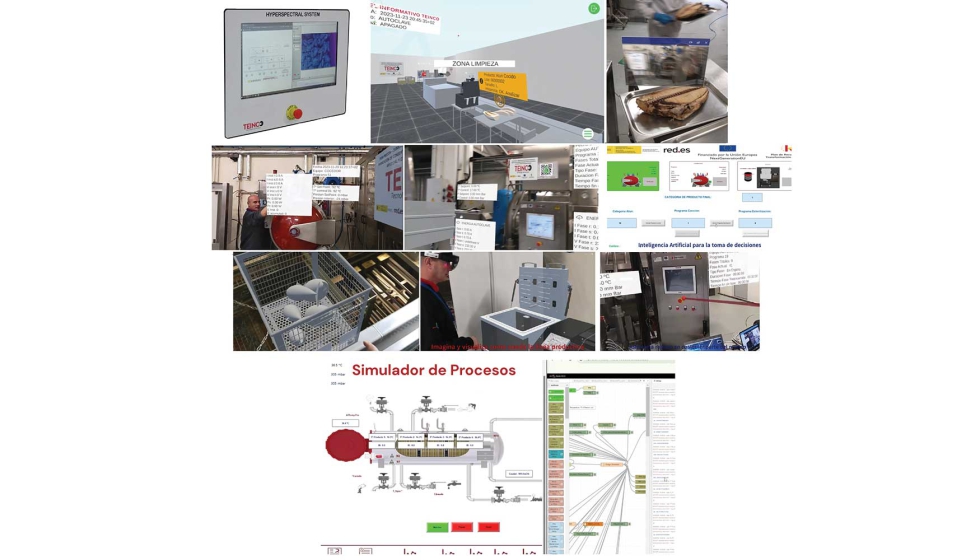
Este sistema también permite ser complementado con realidad mixta y la plataforma 4.0 de Teinco, donde se recogen y analizan los datos e indica posibles respuestas o comportamientos de la materia prima. Además, muestra la información en tiempo real del estado de las diferentes operaciones del proceso, lo que permite dar un paso adelante en la optimización y control del proceso productivo buscando la mejora de la sostenibilidad del mismo.

Equipo desarrollado en el proyecto MUSSELPRO: una solución innovadora para la cocción de mejillones.
La plataforma de realidad mixta, permite la identificación de equipos reales y la representación en tiempo real de diferentes parámetros de dichos equipos, como el consumo instantáneo de la máquina, la temperatura de producto, la temperatura ambiente, la presión, etc. Además, permite realizar una comprobación en tiempo real y en planta del cumplimiento de las normas de seguridad y calidad alimentaria. El sistema es configurable, permitiendo añadir nuevos puntos de control y dar información en tiempo real sobre el estado de cada una de las etapas del proceso.
De esta forma, la interconexión entre los distintos equipos Teinco y otros sistemas de la planta junto con la supervisión en tiempo real del proceso por los propios operarios permite disponer y transmitir la información necesaria para mejorar el control del proceso, redundando en la producción segura de alimentos.
Teinco continúa con su intensa actividad de I+D para el desarrollo de una maquinaria propia de la Industria sostenible del futuro, en la que sus equipos son capaces de ser monitorizados/controlados en remoto a través de una red industrial segura, y además con la capacidad de predecir/adelantar una parada grave o una desviación en los parámetros de seguridad alimentaria y aplicar un proceso productivo lo más sostenible posible.









