
Urola instala maquinaria de soplado en Japón
Urola instala sopladoras en Japón
La compañía ha concentrado sus esfuerzos en el desarrollo de dos nuevas máquinas de estirado-soplado y ha centralizado su producción en dos grandes centros
La cooperativa guipuzcoana Urola, que forma parte del grupo industrial del Norte de España Mondragón Corporación Cooperativa, acaba de suministrar a Japón dos nuevas instalaciones de extrusión-soplado para la fabricación de botellas de plástico por un valor aproximado a los 200 MPtas. Con esas máquinas, ya son siete las instalaciones de estas características que Urola suministra al exigente mercado japonés.
Urola considera que ha logrado consolidarse en un mercado en el que las botellas de PEAD tienen una alta cota y donde predomina el componente de la calidad de envase, con unos formatos y presentaciones que necesitan equipos de producción de muy alta tecnología.
Por otra parte, Japón, que fue precursor en la fabricación de máquinas para envases PET, también ha adquirido varios equipos para el estirado-soplado de preformas del modelo de 2 moldes, que produce hasta 2500 botellas/hora, y que hace de Urola la primera compañía española de este sector que introduce sus productos en el país asiático.
 Figura 1 Vista de las instalaciones de Urola.
Figura 1 Vista de las instalaciones de Urola.
La empresa guipuzcoana acaba de finalizar su plan de integración de centros de producción, que de 6 unidades ha quedado reducido a 2 grandes plantas: una de 6000 m2 dedicada a la transformación de plásticos para terceros por inyección, extrusión y sobre todo soplado ubicada en Ezkio. A 6 km de distancia y en el municio de Legazpi se ha construído un nuevo pabellón de 3000 m2 dedicados al montaje de las máquinas y construcción de moldes.
Desarrollo continuado
El continuo esfuerzo inversor en I+D conduce a ofrecer al mercado la más amplia gama de equipos de extrusión-soplado para materiales convencionales y en tres familias de productos:
- desde 2 hasta 10 moldes para envases de soplado por aguja,
- de 2 a 6 moldes para envases de soplado por calibrado y volúmenes de hasta 10 l, y
- de 12 a 18 moldes para envases con y sin asa de hasta 3 l.
Todas estas familias tienen como elementos diferenciadores parisón único, sistema mecánico de cierre de moldes, ahorro energético, rotación suave, mínimo espacio de instalación y salida de envases por un solo punto.
El parisón único permite obtener gran uniformidad en las características de los envases.El cambio del peso o espesor del envase, así como del formato, es fácil de realizar, tanto el mantenimiento como la limpieza del cabezal son sencillos y es simple la incorporación de un regulador de espesores así como de cabezales de coextrusión.
El sistema de cierre de moldes es fundamentalmente mecánico. Unicamente se requiere una mínima potencia hidráulica a baja presión para el anclaje final de moldes (un grupo hidráulico de 2-4 CV es suficiente).
 Figura 2 Ejemplos de envases de PET.
Figura 2 Ejemplos de envases de PET.
Gracias a una reducida potencia para el accionamiento de la rotativa, mínima potencia hidráulica (únicamente para el anclaje final de moldes) y mínima energía de calentamiento en el cabezal, seconsigue un notable ahorro energético de la instalación.
La rotación suave evita cambios bruscos de dirección del movimiento e inercia, no produciéndose trepidaciones a diferencia de los sistemas convencionales.
Las limitadas dimensiones del carro rotativo y de los rebabadores empleados permiten que el espacio requerido para la instalación del equipo sea mínimo.Y la salida de envases por un solo punto simplifica la instalación de sistemas de evacuación de envases, así como la instalación de comprobadores de estanqueidad y otros elementos.
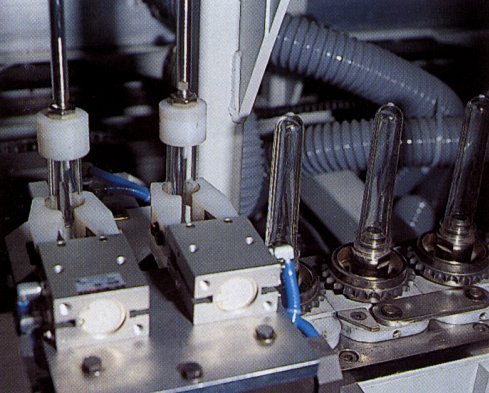 Figura 3 Sistema introductor de preformas y detalle del brazo empujador que asegura una posición estable de la preforma sobre su soporte.
Figura 3 Sistema introductor de preformas y detalle del brazo empujador que asegura una posición estable de la preforma sobre su soporte.
Dos modelos de máquinas
Este esfuerzo inversor en I+D y dirigido al sector de envases de PET ha dado sus frutos con dos modelos de máquinas para el estirado-soplado de preformas: la USP-2 moldes con cadencias de hasta 2.500 botellas/h y el inminente lanzamiento de la 6 moldes, que alcanzará las 7.200 botellas/h de hasta 3 l.
Estas máquinas, describe la compañía, ofrecen las siguientes ventajas:
- las preformas son alimentadas con el cuello invertido y evitan su calentamiento al pasar por el horno,
- la forma lineal del horno garantiza una mejor distribución del calor,
- la distancia entre preformas, al ser muy reducida, favorece una mínima dispersión del calor y permite que la máquina sea más compacta,
- las preformas permanecen en el mismo soporte desde que son alimentadas hasta la extracción de los envases, por lo que no existe transferencia ni manipulación de las mismas.
- el transporte de las preformas se realiza mediante un sistema de servomotor y evitan los problemas que surgen en los sistemas mecánicos de indexado,
- los sistemas de apertura y cierre de moldes se accionan mediante servomotores, evitando el empleo de sistemas oleohidráulicos y, por lo tanto, los problemas que estos conllevan, y
- la apertura se produce en los dos semimoldes, lo que permite reducir el ciclo.
Las últimas innovaciones, aclara Urola, van dirigidas a la fabricación de envases multicapas y de hasta 7 materiales diferentes.
Facturación superior a 2.000 MPtas.
Urola es, en la actualidad, el único fabricante nacional de máquinas rotativas de alta producción. Goza, además, de prestigio en el sector tanto a nivel tecnológico como de calidad de sus productos. No hay que obviar, tampoco, su S.A.T. que cuenta con personal propio en las zonas donde existen máquinas instaladas a las que se da una respuesta inmediata.
La facturación de la compañía supera los 2.000 MPtas. anuales. Es en la división de maquinaria donde se ha conseguido una mayor cuota de exportación, gozando de gran prestigio en el sector tanto a nivel tecnológico como de calidad de sus productos. Ello le ha permitido suministrar sus máquinas a países europeos y a otros mercados de gran nivel de exigencia, como son los de Estados Unidos y Japón. En Japón, la compañía se está mostrando especialmente activa y las máquinas están siendo muy bien aceptadas frente a otros fabricantes líderes, principalmente europeos y americanos.
| La nueva inversión de Urola se ha dirigido al sector de envases de PET, con dos modelos de máquinas para el estirado-soplado de preformas: la USP de 2 moldes de hasta 2.500 botellas/h y la próxima de 6 moldes, que alcanzará las 7.200 botellas/h de hasta 3 l. | La facturación de la compañía supera los 2.000 MPtas. anuales. Es en la división de maquinaria donde se ha conseguido una mayor cuota de exportación, gozando de gran prestigio en el sector tanto a nivel tecnológico como de calidad de sus productos. |
| Urola considera que se ha consolidado en el mercado japonés de botellas de PEAD, donde predomina la calidad del envase, con unos formatos y presentaciones que necesitan equipos de producción de muy alta tecnología. | Urola ha integrado sus centros de producción, que de 6 unidades han quedado reducido a 2 grandes plantas: una dedicada a inyección, extrusión y soplado y otra para montaje de máquinas y construcción de moldes. |

















")






")


