
Control o monitorización del proceso de inyección de plástico (Parte 1)

Hay autores que dicen que el proceso de inyección tiene cientos de variables y todas ellas afectan al resultado final, que es la calidad y productividad de las piezas fabricadas. Por ello es importante definir qué variables o parámetros vamos a escoger para realizar el seguimiento del proceso en tiempo real para asegurar la calidad de la fabricación.
Situaciones típicas de control de proceso en fabricación de piezas inyectadas
Registramos medidas durante una serie de ciclos seguidos y obtenemos algo parecido a este run chart.
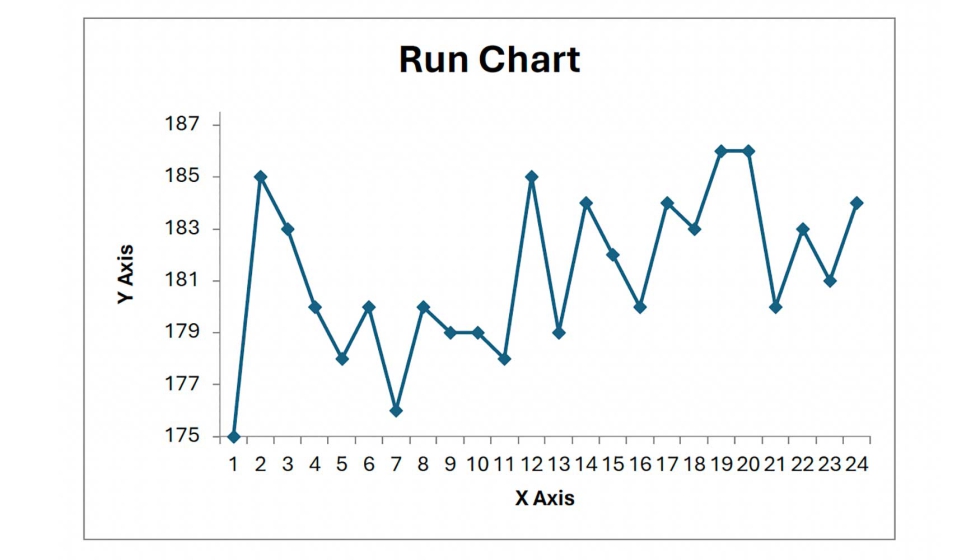
¿Qué tenemos? Kaos

Proceso no controlado
Si el proceso está controlado y cambia repentinamente convirtiéndose en Kaos, aquí sí puede existir una causa raíz concreta.
Hay muy pocas posibilidades de que todos los controles y variables se descontrolen simultáneamente. En este caso, es probable que exista una causa raíz específica que haya provocado la alteración del proceso.

Focalicémonos en el proceso
Inputs Controlan los Outputs
Variación de las entradas = Variación en las salidas

Control de la variabilidad

Primero debemos reducir la variabilidad y después buscar el objetivo dimensional o estético
Comentarios sobre la variabilidad, sus causas y el enfoque correcto

Si hay KAOS, el culpable no es una única causa.
Aquí es donde a menudo fallamos en el enfoque del problema. Tendemos a focalizarnos en encontrar una única causa raíz. Sin embargo, si hay Kaos, existen múltiples causas raíz actuando simultáneamente.
El problema es, muy probablemente, multicausal. En esta situación no tiene sentido buscar una única causa raíz.
Si conseguimos minimizar alguna de las variables, la variabilidad final mejorará, pero el proceso seguirá sin estar realmente controlado.
Caso de una única causa raíz
Caso de múltiples causas raíz

El proceso variará por sí solo, pasará de un extremo al otro aleatoriamente.
En estos casos el enfoque equivocado y bastante frecuente es retocar y ajustar el proceso aquí (punto rojo) cada vez que se sale de tolerancias, de modo que estamos todo el tiempo retocando y haciendo ajustes sobre el proceso.
Casos de actuación ante procesos descentrados o en caos
El técnico piensa: lo he arreglado yo, llevo mucho tiempo en esto y conozco las soluciones.
Al cabo de un tiempo otra vez estamos en situación de fuera de control.
Otra situación desenfocada es cuando, ante una desviación de proceso fuera de control, el jefe de fábrica hace una reunión urgente y abronca a los responsables del proceso para que lo modifiquen y acabe la situación de fuera de control. Los técnicos intervienen de modo empírico y el proceso vuelve al objetivo. El responsable de la planta piensa: el problema es que siempre tiene que presionar a los técnicos para que las cosas funcionen.
Al cabo de un tiempo el proceso vuelve a estar fuera de control.
Una última situación típica de desenfoque del análisis es cuando, ante un proceso desviado o fuera de control, cambiamos de lote de material y el proceso se corrige, entonces pensamos que es el lote de material, o incluso cambiando de máquina pensamos que es la máquina, pero muchas veces es un error de enfoque del análisis.
El proceso se habría arreglado por sí solo y se habría vuelto a desajustar también por sí solo, ya que estamos en situación de Kaos.
El proceso iba a mejorar igualmente porque es poco probable que todas las variables estén alineadas en la misma dirección a la vez.














")




")








