
La inyección de varios componentes
Por un lado, en la tecnología multicomponentes convergen diferentes procedimientos que pueden mejorar la pieza a inyectar y, por otro, esta tecnología supone un ahorro de tecnología, tiempo, gastos, material y costes de inversión. Pero antes de presentar las posibilidades tecnológicas que ofrece, habría que aclarar el término de procedimiento multicomponentes. Bajo esta denominación se reúnen un gran número de tecnologías diversas de transformación. La única característica común es que, empleando varias unidades de inyección, se procesan diferentes materiales o colores dentro del molde; se inyectan uno tras otro o uno encima de otro para conformar la pieza.
En la industria del automóvil ya es impensable no trabajar con tecnología multicomponente. La emplean uno de cada dos productores europeos de piezas inyectadas para esta industria. Teniendo en cuenta estos datos, el pronóstico de los expertos es que habrá un interés creciente por las máquinas multicomponentes, dado que las posibilidades de emplearlas para los automóviles se han ampliado enormemente. Entre ellas, las aplicaciones soft touch, conmutadores funcionales resistentes al roce en el tablero de instrumentos, o las uniones duro con blando como juntas en las hendiduras.
 Figura 1 Dos unidades de inyección en paralelo.
Figura 1 Dos unidades de inyección en paralelo.
El moldeo por inyección con procedimiento multicomponentes tiene tanto éxito porque representa una tecnología dominable al 100% en cualquier momento, dando como resultado unas piezas perfectamente reproducibles. Pero aparte de la calidad, lo que cuenta son las calidades, es decir, las características de la pieza conformada. Justo aquí es donde hay un enorme potencial de desarrollo, tan sólo por la multitud de combinaciones de materiales diferentes posibles para determinar las características de las piezas a conformar.
Diversos procesos
Como procedimiento simple cabe mencionar aquí el procedimiento multicapa, mediante el cual se inyectan determinados materiales uno en otro para formar una pieza multicapa. La ventaja de la conformación en varias capas está, por ejemplo, en que se pueda emplear material regenerado como núcleo, o añadir agentes expansivos al núcleo para reducir la fuerza de cierre y lograr una presión uniforme en las piezas más grandes. Además, el
procedimiento multicapa es óptimo para la producción de envases para la industria alimentaria, porque permite la inyección en el núcleo de estos artículos de un material que evita a pérdida de sabores.
Otro procedimiento es el de moldeo por inyección compuesto. Mediante dicho procedimiento no se inyectan los materiales uno en otro, sino uno a continuación del otro. Un noyo abre una segunda parte de la cavidad en un molde prácticamente sin modificar. Los componentes se van inyectando secuencialmente.
Otra variante del procedimiento compuesto, sin embargo, son las aplicaciones que precisan el desplazamiento de la pieza preinyectada a la estación de inyectado final mediante manipuladores, molde o máquina. También en este procedimiento van adquiriendo cada vez más importancia las uniones duro con blando. Se forman piezas de materiales blandos, los llamados elastómeros termoplásticos. La ventaja de estas materiales es que permiten la integración de funciones (como juntas, aislamiento). Para ello se usan platos giratorios o integrados en los moldes o del lado de la máquina.
Posición de las unidades de inyección
No existe la máquina para procedimientos multicomponentes. Simplemente, porque dichos procedimientos requieren tecnologías muy diversas. Por ello, las máquinas ERGOtech para procedimientos multicomponentes se desarrollaron teniendo en cuenta dos factores fundamentales: un sistema flexible y cuatro conceptos diferentes de procesamiento en conjunto brindan la tecnología a medida para cada pieza a inyectar. De ahí que permiten multitud de combinaciones de unidades de inyección, unidades de cierre etc. Pero predomina en la concepción de la máquina la pieza que se va a moldear.
Y hay aspectos tecnológicos en pro y en contra de una u otra disposición determinada de la unidad adicional de inyección. Existen cuatro opciones; disposición de las unidades en paralelo, segunda unidad de inyección en disposición vertical (posición V), segunda unidad de inyección en disposición horizontal (posición L) o la versión de posición R. En máquinas ERGOtech hasta 110 toneladas, la posición V ha resultado la más conveniente. Un detalle de importancia representa la nueva unidad de inyección vertical, con todos los enchufes y la tolva en el lado de inyección de la máquina. Esto supone espacio libre por encima del lugar de montaje de moldes, importante no sólo a la hora del cambio de moldes, sino también para el empleo de manipuladores.
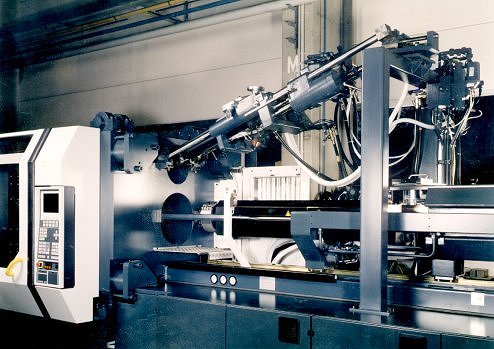 Figura 2 Según las necesidades de cada proceso concreto, la posición de las unidades de inyección puede ser diferente.
Figura 2 Según las necesidades de cada proceso concreto, la posición de las unidades de inyección puede ser diferente.
La posición L resulta ideal a la hora de procesar dos componentes de temperaturas de proceso muy diferentes. También la posición L permite la inyección simultánea o independiente de ambas unidades de inyección para un máximo de flexibilidad. Tanto en la posición L como en la posición V se puede disfrutar de las ventajas de inyección en la línea de separación para el componente segundo: el acople lateral sin problemas, y unas piezas inyectadas de poca tensión.
En la posición R, la segunda unidad de inyección se encuentra por encima de la primera, en una posición algo diagonal a ella. Las funciones de ambas unidades de inyección están disponibles independientemente la una de la otra, lo cual permite la inyección y dosificación simultánea o sucesiva. Además, permite el desplazamiento conjunto o individual de las unidades de inyección, según el modelo. Con la posición R se conduce la masa fundida a la cavidad sin necesidad de tecnología de canal caliente, y con un mínimo de desperdicio.
La disposición P (en paralelo) de ambas unidades de inyección requiere muy poco espacio. La disposición P es conveniente sobre todo en las máquinas ERGOtech grandes, con inyecciones de peso grande, para las cuales las unidades de inyección son casi del mismo tamaño. Su disposición en paralelo reduce el recorrido de la fundición a la cavidad en un mínimo, por lo cual también se presta para empleo con plato giratorio. Además, las unidades de inyección desplazables en los lados se adaptan fácilmente a diferentes moldes. Otras ventajas de esta disposición son el cambio de cilindro sin problemas, y el libre acceso a ambas unidades de inyección.
Además de la disposición del segundo grupo de inyectores es aún más importante el requerimiento de un sistema modular de la máquina, para poder inyectar gran número de piezas muy diversas. Debe haber máxima libertad en las posibles combinaciones de unidades de inyección, unidades de cierre, potencias de accionamiento y otros. Esto tiene aún más importancia para los procedimientos multicomponentes, porque los pesos de inyección pueden diferir mucho. Aquí es donde resulta ventajosa la intercambiabilidad de los cilindros y la relación L/D uniforme de 20:1.
En lo demás, sobre todo en las máquinas concebidas para procedimientos multicomponentes, es decisiva la calidad del terminal del operador. El que éste pueda encontrar la misma estructura en las pantallas, pueda elegir entre textos simples de valor universal para las nuevas funciones.
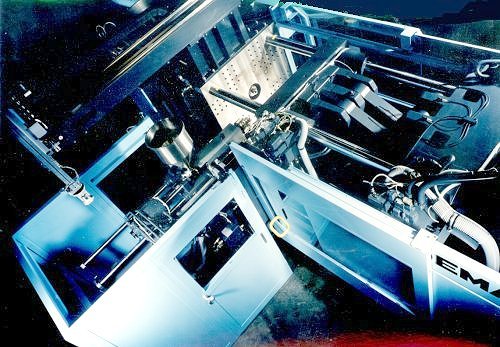 Figura 3 En esta foto se observa la posición horizontal y lateral de la segunda unidad de inyección.
Figura 3 En esta foto se observa la posición horizontal y lateral de la segunda unidad de inyección.
Y al ajustador las máquinas ERGOtech le ahorran el tener que familiarizarse detenidamente con una máquina multicomponentes, si ya conoce las máquinas monocomponente. Todo ello lo ofrece el comprobado control numérico NC4 con las posibilidades actuales. Porque en las máquinas ERGOtech el terminal inteligente representa el interface entre el operario y la máquina, lo cual quiere decir el control NC4, modificado para el procedimiento de moldeo multicomponente, ofrece todas las funciones al tacto, inclusive las funciones para unidades de inyección adicionales, asignadas a unas teclas funcionales.
Lo mismo vale para la hidráulica y la mecánica de la máquina, cuya estructura constructiva se orienta al máximo en la máquina monocomponente. Esto permite reducir los costes de producción, al igual que permite reducir de forma notable el mantenimiento o el almacenaje de piezas de recambio. Naturalmente, la potencia instalada de accionamiento debe permitir el funcionamiento seguro e independiente de ambas unidades de inyección.
Mannesmann Demag Kunststofftechnik
Dpto. Técnico


















