
Moldes y máquinas para termoconformado
01/05/1996
Los sistemas de moldeo por termoconformado están concebidos específicamente para distintas aplicaciones, sean de fabricación de piezas o de envasado, en las que se utilizan velocidades muy elevadas de transformación
El procedimiento requiere materiales semi-elaborados en lámina o película, lo que le resta parcialmente competitividad con relación a los sistemas de plastificación de cámara y tornillo. Como inconveniente adicional, los espesores varían en función del estirado en cada zona, pero la velocidad y simplicidad del proceso hace que sea uno de los sistemas más utilizados en la fabricación de piezas de grandes dimensiones. Se beneficia además de un bajo coste comparativo de los moldes necesarios. Por ello es también el proceso de selección para la fabricación de prototipos laminares o series limitadas y es insustituíble en varios procesos de envasado. Este artículo amplía el informe sobre termoconformado publicado en el número 36 de Plásticos Universales.
Gama amplia de materiales utilizables
En los límites inferiores de la región óptima de temperaturas de termoconformado, los materiales relativamente rígidos pueden aceptar un flujo y extensión de estirado mayor del 100% sin peligro de formación de grietas. Los artículos conformados a temperaturas más elevadas resultan más resistentes al calor debido al incremento del flujo isotrópico durante el proceso. Con una elevación adicional de la temperatura, se reduce la elongación y resistencia a la rotura de los materiales crecientemente fluídos hasta que no pueden ser conformados debido a su calidad de "quebradizos al calor". La selección de la "ventana térmica" de transformación más adecuada tiene en cuenta estas características.
 Figura 1 Los equipos de fabricación de termoconformados en gran serie son unidades totalmente autónomas, que partiendo de película en rollo obtienen el producto final y realizan todas las operaciones complementarias de forma automática.
Figura 1 Los equipos de fabricación de termoconformados en gran serie son unidades totalmente autónomas, que partiendo de película en rollo obtienen el producto final y realizan todas las operaciones complementarias de forma automática. Todos los objetos termoconformados son anisotrópicos y presentan una entropía reversible elástica de tipo de caucho a la temperatura de conformado. Su forma debe congelarse mediante el enfriamiento en el molde bajo tensión muy por debajo de su Tg o Tm. Al recalentarlos, vuelven en parte a su forma original por debajo de estas temperaturas y por encima de ellas lo hacen totalmente.
Entre los plásticos parcialmente cristalinos, el PE-HD y el PP pueden ser conformados con algunas limitaciones y los plásticos de tipo de caucho cuya Tg queda por debajo de su temperatura de servicio no pueden ser termoconformados. Los plásticos semi-rígidos como el PVC con un 20-30 % de plastificante son casos límite. Las películas y tubos semi-rígidos de PVC plastificado pueden imprimirse con embutisajes o conferirles superficies de alto brillo en la transición desde el estado de flujo al de elasticidad de tipo de caucho, o rigidificarlos mediante estirado axial o biaxial en el estado termoelástico, y su capacidad para recuperar la forma inicial se utiliza para producir tubos retráctiles para el recubrimiento de barras o para el envasado.
 Figura 2 La variedad de formas que permite el termoconformado y el fino detalle que es posible obtener hacen a este proceso uno de los más adecuados para la fabricación de piezas laminares con embutisajes de media profundidad.
Figura 2 La variedad de formas que permite el termoconformado y el fino detalle que es posible obtener hacen a este proceso uno de los más adecuados para la fabricación de piezas laminares con embutisajes de media profundidad. Las tensiones de orientación residuales generadas por los útiles de moldeo o por las unidades de manejo de los termoplásticos semi-acabados deben hacerse revenir mediante un equipo especial. Por ejemplo, los pisos de PVC plastificado se calientan a 70º o 100º C antes del corte.
La chapa extruída se contrae alrededor del 3% en longitud y alrededor del 1% en ancho al precalentarla para el termoconformado. Los acrílicos castse contraen alrededor del 2%, tanto a lo largo como a lo ancho, al calentarlos por primera vez.
Finalmente, los semi-elaborados termoplásticos TPRFV reforzados con fibra contínua o larga (>50 mm) pueden transformarse por termoconformado en aplicaciones de poco estiraje, sin limitaciones importantes en cuanto al tamaño, puesto que las fibras los hacen auto-portantes en la zona inferior de su ventana térmica, permitiendo producir piezas de grandes dimensiones (embarcaciones, planchas corrugadas) con útiles muy económicos.
Variedad de moldes y máquinas disponibles
En las líneas de envasado, las máquinas de termoconformado pueden realizar una variedad de funciones, además de la del moldeo de las piezas, tales como fabricar envases cerrados mediante película y adicionarles una tapa, que muchas veces actúa como seguro de no-manipulación previa. Otras proporcionan un sellado posterior a la carga del envase, incorporando sistemas automáticos de pesaje de la carga y hacer el vacío o rellenar con gases inertes el producto final.
Existen máquinas automatizadas para la fabricación de blisters, bandejas, contenedores, hueveras y similares, tanto por presión como por vacío, que pueden combinar láminas de plástico con láminas de aluminio, cartón, papel o cualquier otro material termosellable e incluyen prensas de troquelado para eliminar el sobrante de material y sistemas de expulsión y apilado. Uno de los materiales más utilizados en estas aplicaciones es el EPS, polistireno espumado fabricado por extrusión.
El embalaje flexible es uno de los campos de aplicación más diversificados del termoconformado. Este proceso se utiliza tanto en contenedores para alimentos como en piezas para equipos, embalaje industrial, mostradores en puntos de venta o moldeados industriales livianos.
Otras aplicaciones incluyen piezas para máquinas de oficina, cónsolas para teléfonos, paneles de instrumentos de control y algunos terminales audiovisuales, es decir, piezas que se fabrican también por inyección, pero con moldes que tienen un coste del orden del 85% menor.
Cabe destacar dos campos en los que se ha impuesto el proceso: el primero es la fabricación de interiores de frigoríficos domésticos, que es una de las aplicaciones de mayor volumen. Otro es la fabricación de las spa o bañeras especiales, que puede incluir una línea completa de elementos de baño, que se fabrican por termoconformado de lámina acrílica respaldada por una capa de refuerzo de poliéster/fibra de vidrio.
Una de las características de estas máquinas es la rapidez y facilidad con que se pueden cambiar las producciones, facilitando una flexibilidad de producción muy apreciada en las pequeñas series. Algunas máquinas incorporan dispositivos especiales para el manejo de moldes pesados o el cambio rápido de moldes.
La refrigeración en el molde puede exigir circuitos de agua, intercambiadores de calor o aire a presión, con o sin un venturi. Una aplicación particular ha sido la de utilizar nieve carbónica seca para obtener ritmos elevados de enfriamiento en piezas gruesas.
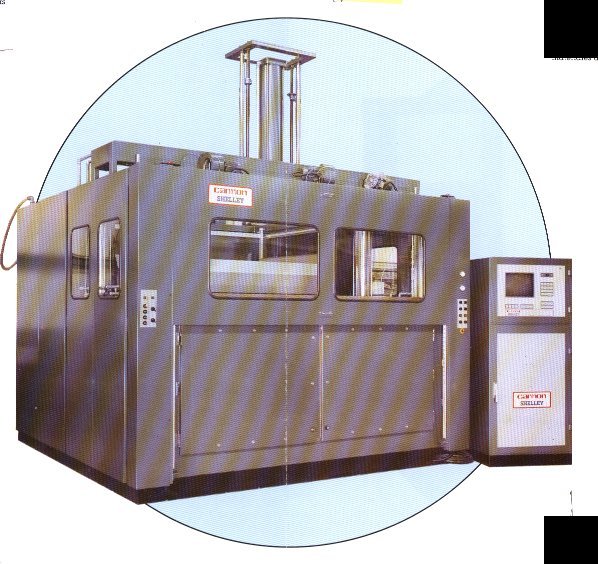 Figura 3 En el moldeo de piezas de gran tamaño, el termoconformado es el procedimiento más económico para obtener una calidad elevada con una inversión limitada en moldes. Aunque el moldeo por inyección se justifica en series mayores, las velocidades de transformación que se obtienen son similares.
Figura 3 En el moldeo de piezas de gran tamaño, el termoconformado es el procedimiento más económico para obtener una calidad elevada con una inversión limitada en moldes. Aunque el moldeo por inyección se justifica en series mayores, las velocidades de transformación que se obtienen son similares. Las bajas presiones que se utilizan (vacío o 3 bar máximo) permiten la construcción de moldes muy económicos, entre los que destacan los de aluminio por su buena conductividad térmica y fácil mecanización, aunque en función de las series pueden utilizarse materiales tales como madera, coladas de epoxi, estratificados PRFV e incluso yeso escayola, especialmente si se refuerza con fibras de vidrio cortadas. Se entiende que estos últimos se usan para series prototipo o pequeñas, pero pueden tener una duración sorprendente, sin detrimento de la calidad y precisión de cotas.
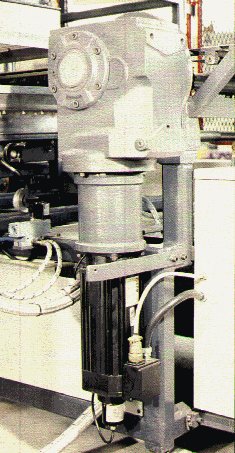 Figura 4 Las máquinas automáticas de termoconformado incorporan grupos motores de precisión para el transporte del material controlados mediante el microprocesador que coordina todos los movimientos del equipo.
Figura 4 Las máquinas automáticas de termoconformado incorporan grupos motores de precisión para el transporte del material controlados mediante el microprocesador que coordina todos los movimientos del equipo. | Suministradores españoles de maquinaria y moldes de termoconformado | |||||||||||||||||
| A n a l a b |
A t e m |
A u t o m. I n d u s t. H a m e r |
C e n t r o t é c n i c a |
C o m e r c i a l L a y r e t |
C o m i n t |
C í a d e M a q u i n a r i a |
C R N T e c n o p a r t |
E n g i n y |
E u r o t e c |
F e s a |
H e l m u t R o e g e l e |
M e c e |
N K F |
R o v e b l o c |
T a u v e |
T F T | |
| Máquinas plancha cortada | - | x | - | x | - | x | x | - | x | - | - | x | x | - | - | - | - |
| Máq. plancha en contínuo | - | x | - | x | - | x | x | - | x | - | - | x | x | - | - | - | - |
| Máquinas laminado s/objeto | - | - | - | x | - | x | x | - | - | - | x | x | x | - | - | - | - |
| Máquinas "skin packaging" | - | - | - | x | - | x | x | - | - | - | x | x | x | - | - | - | - |
| Máquinas blíster | - | - | x | x | - | x | x | - | - | - | x | x | x | - | - | - | - |
| Máquinas por vacío | - | - | - | x | - | x | x | - | x | x | - | x | x | - | x | - | - |
| Máquinas por presión | - | - | - | x | - | x | x | - | x | - | - | x | x | - | - | - | x |
| Máquinas vacío+presión | - | - | x | x | x | x | x | - | x | x | - | x | x | - | - | - | x |
| Máquinas periféricos | x | - | x | x | - | - | - | x | - | - | - | x | x | - | - | - | - |
| Moldes gálvano-formados | - | - | - | - | - | - | - | - | - | - | - | - | - | x | - | - | - |
| Moldes metal proyectado | - | - | - | - | - | - | - | - | - | - | - | x | - | - | - | - | - |
| Moldes resina sintética | - | - | - | - | - | - | - | - | - | - | - | x | - | x | - | - | - |
| Mold. aluminio mecanizado | - | - | - | - | x | - | - | - | - | - | - | x | - | x | - | x | - |
| Moldes acero mecanizado | - | - | - | - | x | - | - | - | - | - | - | x | - | x | - | x | - |
| Mol.resina+respal.metal | - | - | - | - | - | - | - | - | - | - | - | x | - | x | - | x | - |
| Moldes múltiples | - | - | - | - | x | - | - | - | - | - | - | - | - | x | - | x | - |
| Calibres de control | - | - | - | - | - | - | - | - | - | - | - | - | - | x | - | x | - |
| Troqueles y útiles | - | - | - | - | - | - | - | - | - | - | - | - | - | x | - | x | - |
| La velocidad y simplicidad del proceso hace que sea uno de los sistemas más utilizados en la fabricación de piezas de grandes dimensiones, beneficiándose además de un bajo coste de los moldes | Los semi-elaborados termoplásticos TPRFV reforzados con fibra contínua o larga pueden termoconformarse en aplicaciones de pequeño estiraje, sin limitaciones importantes en cuanto al tamaño | Las máquinas automatizadas para la fabricación de blisters, bandejas, contenedores y similares pueden combinar láminas de plástico con láminas de aluminio, cartón, papel o cualquier otro material termosellable | Las bajas presiones que se utilizan permiten la construcción de moldes muy económicos, entre los que destacan los de aluminio por su buena conductividad térmica y fácil mecanización |


















")







")
