Nueva epoxi que cura a temperatura ambiente
Senén Paz,
La obtención de cualidades elevadas usando matrices epoxi para composites se ha visto dificultada por la necesidad de efectuar fraguados en caliente. Pero en las últimas Jornadas de Composites del Centro Español de Plásticos, la firma Gairesa-Teimper presentó un enfoque original para facilitar el empleo de las resinas epoxi. Este artículo está basado en dicha presentación.
1. Introducción
La versatilidad de estas resinas se basa en la capacidad de los grupos epoxi para combinar con hidrógeno activo, en condiciones adecuadas, por lo que forma polímeros termoestables de adición al combinarse con alcoholes, ácidos, amidas o aminas. Este hidrógeno es desplazado en relación al oxígeno del grupo epoxi de tal modo que da lugar a nuevos grupos OH activos en el producto de adición. Estos grupos pueden utilizarse no sólo para producir más epoxi, sino también para otras reacciones de adición como, por ejemplo, con isocianatos.
Con epicloridrina y componentes bi- o multifuncionales se obtienen resinas que son, de hecho, complejos diglicidil con grupos terminales epoxi. Sus reactivos o agentes de curado, son productos de bajo peso molecular que tienen grupos de hidrógeno activos. Dado que estos grupos se incorporan a la molécula por adición al grupo epoxi, es necesario que sean también bi- o multifuncionales y ajustar con precisión la adición de estos complejos reticulantes.
Las características químico-físicas del producto final dependen del tipo de reacción de adición que se produzca. Así, la máxima resistencia química se obtiene con poliaminas alifáticas, la resistencia a los disolventes con aminas aromáticas y la mejor resistencia a ácidos y al medio ambiente, utilizando sistemas de curado por anhídridos, que si son del ácido HET (hexa-ciclo-cloro-pentadieno) confieren, además, resistencia a la llama.
Las epoxi tienen características extraordinariamente elevadas de adhesión a casi todos los materiales, una contracción de curado mínima y muy buenas propiedades mecánicas, térmicas y eléctricas.
2. Sistemas tradicionales de endurecimiento
Muchos de los reactivos son corrosivos (particularmente las aminas) y peligrosos. Para el endurecimiento completo se precisa, además, un importante aporte térmico, puesto que para conseguirlo se precisa llegar a la temperatura de transición vítrea de la resina. Pueden usarse determinados modificantes para lograr el curado a menores temperaturas, que persiguen la reducción de la energía de activación y aproximar la temperatura de transición vítrea a la temperatura ambiente.
Los modificantes más usados son diluyentes y plastificantes, pero estas adiciones implican una reducción sustancial del conjunto de propiedades, especialmente las químicas y térmicas, además de ser, en muchos casos, nocivos y/o contaminantes.
Para evitar o reducir su uso se ha planteado el fabricar un endurecedor con una elevada concentración de grupos OH (como una amina hidroxilada) y que, por su estructura, sea capaz de proporcionar valores bajos de Tg. Pero su reactividad sigue siendo relativamente baja, existe tendencia a la carbonatación y la viscosidad continúa siendo elevada.
La viscosidad a temperatura ambiente es otro de los condicionantes para el uso de epoxis como matriz de composites. Como quiera que muchas formulaciones idóneas para las características finales deseadas implican el uso de resinas que, una vez adicionado el endurecedor, tienen una viscosidad excesiva para la impregnación del refuerzo a temperatura ambiente, se ha recurrido a su disolución, con eliminación del disolvente después de la impregnación y antes del endurecimiento.
Esto implica la reserva del preimpregnado, su conservación a baja temperatura para evitar que avance el endurecimiento, y un importante desperdicio de material al cortar los patrones necesarios para estratificar una pieza, además del riesgo de que durante la manipulación se contamine superficialmente (p.e., con grasas o la humedad ambiente), alterando la reacción y propiciando la formación de delaminaciones durante su endurecimiento a temperatura elevada.
3. Un camino alternativo
El equipo de investigación centró su atención en las posibilidades de las resinas epoxídicas basadas en polioles alifáticos.
Existe una gran cantidad de este tipo de alcoholes, lo que permitió centrar la selección en aquellos que tuviesen mayor funcionalidad combinada con una estructura que, como la neopentil, aumentase la estabilidad térmica, química y lumínica. El poliol que presenta estas cualidades es el trimetilolpropano (TMP). El TMP no sólo posee la estructura deseada en cuanto a neopentil, sino que además tiene una elevada funcionalidad (f=3), lo que puede conducir a resinas del mismo valor. Al reaccionar con la epiclorhidrina (ECH) produce las epoxis triglicidil éter de TMP.
La síntesis de las resinas se llevó a cabo en diferentes condiciones, variando las concentraciones tanto de TMP como de ECH, las temperaturas y los tiempos de reacción y la concentración y tipo de catalizador. A la que se ha obtenido con el mayor contenido epoxi y menor viscosidad de todas las sintetizadas se le ha asignado el código interno de laboratorio R22, cuyas características se exponen en la tabla 1.
| Tabla I.- Características de la resina epoxi sintetizada R22 | |
| Contenido Epoxi (gr/Eq epoxi) | 150 |
| Contenido OH (%) | 6,13 |
| Contenido en Cl (%) | 6,8 |
| Viscosidad (m Pas) (20 C) | 350-200 |
| Color (Gardner) | 1 |
| Cristalización (0 C) | no |
| Tensión superficial (20 C) mNm | 46,2 |
| Funcionalidad | 2 |
De entre las características indicadas en la tabla llama la atención la funcionalidad dos, que, de acuerdo con el planteamiento inicial, debería ser 3. El estudio de las estructuras resultantes puso de manifiesto la inexistencia de especímenes tri-epoxidados, lo que sugiere que uno de los grupos OH del TMP no resultó epoxidado en ninguna de las condiciones de síntesis efectuadas.
4. Características diferenciales
La primera condición de una resina epoxi desarrollada para la fabricación de composites a temperatura ambiente debe ser una reología que permita una buena impregnación del refuerzo. Las figuras 1 y 2 evidencian las mejoras que se obtienen en viscosidad y tensión superficial con distintas relaciones de mezcla entre una resina epoxi normal de bisfenol A y la R22 a 20C. Las ventajas del nuevo desarrollo son obvias en este aspecto fundamental.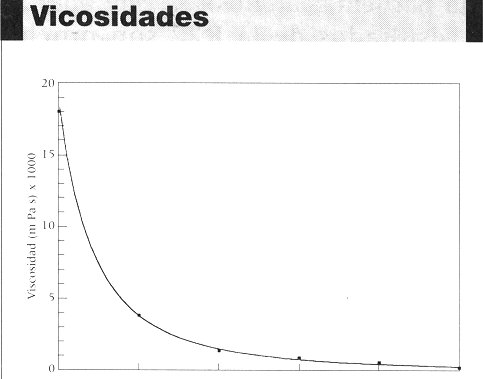 Figura 1 Viscosidad frente a distintas relaciones de SBA/R22 (20 C)
Figura 1 Viscosidad frente a distintas relaciones de SBA/R22 (20 C)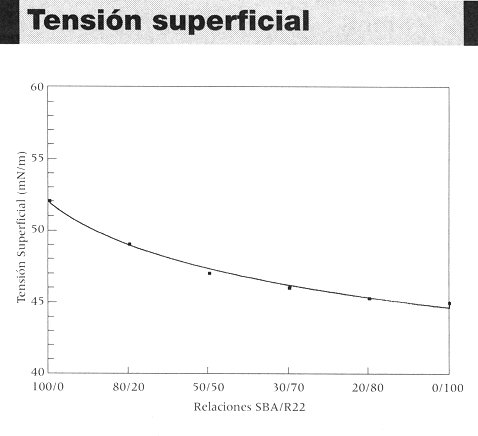 Figura 2 Tensión superficial frente a distintas relaciones de SBA/R22 (20 C)
Figura 2 Tensión superficial frente a distintas relaciones de SBA/R22 (20 C)
Más importante aún son las propiedades de curado. Dependen en gran medida del tipo de agente reticulante utilizado, de los que los más activos, a temperatura ambiente, suelen ser las aminas. Los datos que se ofrecen se han obtenido utilizando la m-xenilendiamina (m-XDA) que, por su particular estructura química, amina alifática con un sustitutivo aromático, proporciona al sistema propiedades típicas de las aminas alifáticas y aromáticas.
La reactividad y viscosidad están más próximas a las de una alifática y la resistencia química, a la de una aromática.
La figura 3 muestra la diferencia de reactividad entre las formulaciones de SBA y R22, con un tiempo de gel de una quinta parte de esta última frente a la primera cuando ambas están al 100% en contenido. Las proporciones de endurecedor han sido de 22.6 partes en peso de m-XDA para 100 pp de R22 y de 18 pp de m-XDA para 100 pp de SBA.
Se ha indicado al principio que para obtener un buen grado de curado, la temperatura de transición vítrea en las condiciones de curado debe estar cerca de su Tg máximo. En la figura 4 se observa el grado de curado al cabo de 7 días a 20 C, en función del contenido de R22, que obtiene un grado de curado del 95% con un Tgc=27C, bastante cercano a su Tg=35 C, mientras que en el caso de la SBA, en las mismas condiciones, el grado de curado es sólo del 77%, con un valor Tgc=48 C, muy lejos de su temperatura de transición vítrea máxima de Tg=109 C.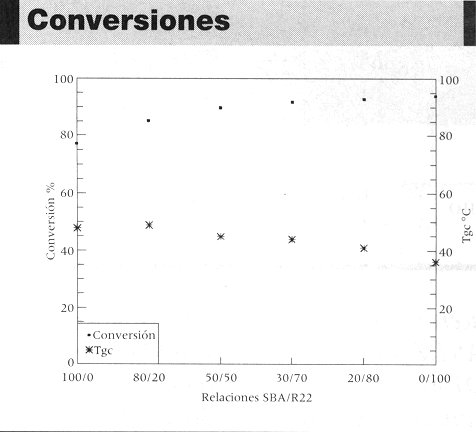 Figura 4 Grado de curado al cabo de 7 días a 20 C, en función del contenido de R22
Figura 4 Grado de curado al cabo de 7 días a 20 C, en función del contenido de R22
5. Absorción de agua
En la fabricación de composites, las características de los materiales utilizados en su preparación son fundamentales a la hora de obtener resultados satisfactorios en el producto final. De poco sirve utilizar, por ejemplo, matrices de elevada resistencia química o mecánica si sus características reológicas dificultan una buena impregnación del refuerzo o si la obtención de un curado correcto se produce en condiciones difíciles de controlar.
Tanto la resistencia física como química de un composite está condicionada por la perfecta integración de matriz y refuerzo, con ausencia de poros, microgrietas o delaminaciones que las harían caer de modo drástico. Por ello es necesario, con frecuencia, un compromiso razonable entre las cualidades que se pretende obtener del producto final y los medios de que se dispone, para efectuar la fabricación en condiciones permitan obtener el mejor rendimiento de los materiales utilizables.
En el caso que nos ocupa, unas proporciones elevadas de la R22 pueden permitir la realización correcta de muchas piezas composite en las condiciones más frecuentes que se dan en los talleres de nuestros transformadores. Es necesario conocer, por tanto, cuales son los sacrificios técnicos puede implicar el uso de esta matriz.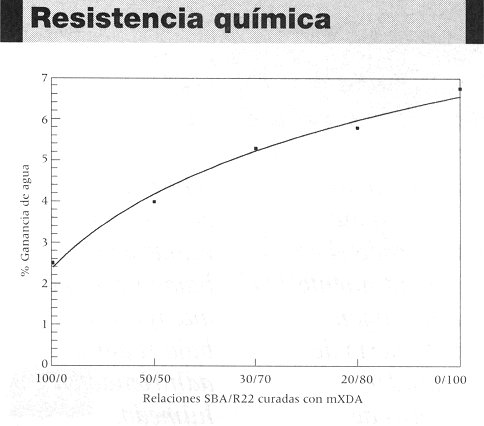 Figura 5 Evaluación de la resistencia química a través de la ganancia de agua frente a distintas relaciones SBA/R22
Figura 5 Evaluación de la resistencia química a través de la ganancia de agua frente a distintas relaciones SBA/R22
Con respecto a la resistencia química, puede evaluarse de modo simple mediante la medida de ganancia de agua a equilibrio. En la figura 5 se observa que la R22 al 100% llega al 6% frente a un 2,5% de la SBA pura. Aunque importante, este elevado contenido no debe considerarse catastrofista, ya que algunas resinas cicloalifáticas llegan al 10%, y está en el mismo orden de magnitud que la resina más utilizada en aeronáutica (tetra-glicidil metilen diamina), industria que presta particular atención a este apartado. Por supuesto, los resultados de la R22 son mucho mejores que los de cualquier resina epoxi con diluyente conocida. Foto 1 En el hormigón armado, la carbonatación produce compuestos que se disuelven en el agua, dando lugar a la oxidación de la armadura, que se expansiona provocando el desprendimiento del hormigón. En el puerto de Santander, las obras de rehabilitación obligaron a formular epoxies de baja viscosidad que reticulan bajo el agua, adhiriendo en húmedo.
Foto 1 En el hormigón armado, la carbonatación produce compuestos que se disuelven en el agua, dando lugar a la oxidación de la armadura, que se expansiona provocando el desprendimiento del hormigón. En el puerto de Santander, las obras de rehabilitación obligaron a formular epoxies de baja viscosidad que reticulan bajo el agua, adhiriendo en húmedo. Foto 2
Foto 2
6. Termodegradación, tracción y adhesión
La termodegradación se estudió mediante análisis termogravimétrico. En síntesis, de los resultados se infiere que la R22 presenta una velocidad de termodegradación muy superior a la SBA, pero a efectos prácticos, debe tenerse en cuenta que esta degradación se produce por encima de los 200 C, lo cual no tiene importancia si las condiciones de servicio del producto final van a ser próximas a la temperatura ambiente.
La tabla II ofrece los resultados del ensayo a tracción y de adherencia acero/acero según ASTM-D638-89 y D1002-76, respectivamente, utilizando un extensímetro Lloyds L-6000 R con una célula de carga de 30 kN.
 Foto 3 La meteorización que ataca la estructura cristalina de la piedra se acentúa con la presencia de agua y CO2. Una de las funciones del recubrimiento epoxi es, como en el caso de la restauración de la fuente y cascadas de Montjuic, evitar el contacto de tales agentes a través de la red capilar.
Foto 3 La meteorización que ataca la estructura cristalina de la piedra se acentúa con la presencia de agua y CO2. Una de las funciones del recubrimiento epoxi es, como en el caso de la restauración de la fuente y cascadas de Montjuic, evitar el contacto de tales agentes a través de la red capilar.  Foto 4
Foto 4 La SBA aumenta su resistencia y módulo cuando el estufado se efectúa después de 7 días a temperatura ambiente; sin embargo su adhesión acero/acero disminuye. Eso se supone debido a un reticulado más homogéneo que aumenta estos valores, especialmente el módulo de Young, pero disminuye E" con lo que la fractura es más rígida, disipa menos energía y la adhesión disminuye.
En el caso de la R22, puede destacarse que se obtienen las mejores propiedades mecánicas y de adhesión de todos los ensayos con fraguado en 7 días a temperatura ambiente.
7. Conclusiones
Este nuevo desarrollo pone por primera vez a disposición del transformador de composites un tipo de resina epoxi cuyo manejo y reactividad pueden compararse a la de las resinas UP pero con características finales de epoxi, especialmente destacables en los aspectos de adhesión y contracción de curado.
Estas cualidades deben matizarse con las desventajas de una menor resistencia química y térmica respecto a las SBA, aunque para aplicaciones críticas en estos campos existen resinas con mejores cualidades que las SBA. También es importante su mayor contenido en cloro y su toxicidad, especialmente para los que se acerquen por primera vez al uso de matrices epoxi, así como la precisión con que deben medirse sus mezclas estequiométricas.
La R22 tiene especial valor para la fabricación de piezas de gran dimensión por procedimientos como el bobinado (filament winding) o el RTM (Resin Transfer Molding), por su baja viscosidad (200 MPa) y tensión superficial sin disolventes volátiles, así como su alargamiento, que permite esperar excelentes resultados de resistencia mecánica, comparables a los que sólo pueden obtenerse hasta ahora mediante impregnación en caliente y curado a estufa, que requieren instalaciones, moldes y procesos de coste elevado.
| Resistencia a la tracción N/mm2 | Módulo de Young
N/mm2 |
Elongación % | Adhesión Acero/acero N/mm2 | |
| R22T/mXDA 24 horas ambiente | 11.04 | 581 | 78,80* | No medida |
| R22T/mXDA 7 días ambiente | 54.40 | 1963 | 2,7 | 17,04 |
| R22T/mXDA 24 horas ambiente 2 h 100 C | 44,80 | 1787 | 2,5 | 11,52 |
| SBA/mXDA
24 horas ambiente 2 h 100 C |
38,9 | 1660 | 2,3 | 9,59 |
| SBA/mXDA
7 días ambiente 2 h 100 C |
48,91 | 1809 | 2,7 | 7,81 |
| *Elongación al alargamiento | ||||


















