
Moldes para inyección de hasta 2.000 cm3
En las máquinas de inyección de un volumen de hasta 2.000 cm3 es frecuente el moldeo simultáneo de varias piezas en moldes múltiples
No es posible establecer una diferencia nítida entre los moldes destinados a máquinas de gran capacidad y las de menor potencia. Las máquinas grandes se suelen dedicar a producir piezas del tamaño máximo permitido, en tanto que en las más pequeñas se suele optimizar la capacidad de inyección y construir moldes con cavidades múltiples. Al mismo tiempo, la gama de tamaños más reducida y la mayor demanda de moldes de tamaño pequeño hace que los fabricantes de elementos normalizados les hayan dedicado una atención preferente.
Las principales variables que se consideran al proyectar moldes de inyección son el tipo de colada y su separación, el tipo de expulsión de las piezas inyectadas, la eventual existencia de contrasalidas y el tipo de desmoldeo.
De acuerdo con la norma DIN E16750, los moldes se dividen según las características siguientes:
- moldes normales (dos placas),
- moldes de mordazas (o correderas),
- moldes de extracción por segmentos,
- moldes de tres placas,
- moldes de pisos (sandwich), y
- moldes de canal caliente.
La decisión sobre el número de cavidades está condicionada por la capacidad de la máquina a utilizar. La suma de volúmenes de la pieza, canal de inyección y mazarota es el divisor de la capacidad de embolada que define tal número e, inversamente, multiplicando esta suma por el número de cavidades de un molde dado se define la capacidad necesaria de la máquina de inyección.
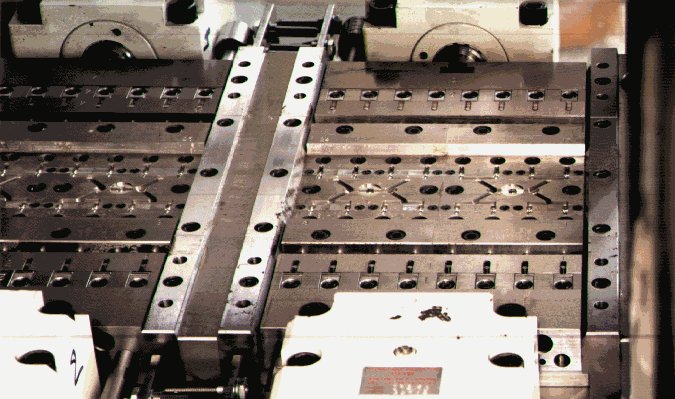 Figura 1 Los elementos normalizados facilitan la construcción de los moldes y reducen el plazo de entrega y limitan el trabajo del moldista a la mecanización de los núcleos y cavidades
Figura 1 Los elementos normalizados facilitan la construcción de los moldes y reducen el plazo de entrega y limitan el trabajo del moldista a la mecanización de los núcleos y cavidades
Estructura general de los moldes
Los principales sistemas de colada fría son el de colada cónica, con o sin barra, que es el más frecuente; el de entrada puntiforme o capilar, que se separa automáticamente de la pieza; el de colada de paraguas, usado cuando es importante la circularidad de la pieza (por ej.: rodamientos); el de colada de disco, para piezas más o menos cilíndricas en las que se evitan las líneas de soldadura; el de entrada laminar o de cinta, para piezas planas con un recorrido importante del fundido, que suele cizallarse al desmoldear la pieza; y la entrada de túnel o submarina, que está provista de una arista de corte para separar la pieza de la mazarota en el momento de la expulsión.
Los canales de distribución para cavidades múltiples se suelen construir con una configuración radial para obtener un llenado simultáneo e igualado de todas las cavidades pero, cuando existen contrasalidas que hacen necesarias correderas, se precisa una distribución en serie que presenta el inconveniente de tener recorridos desiguales de alimentación. Para equilibrar artificialmente el llenado sin cambiar el diámetro de las boquillas se varían los diámetros de los canales a partir de un análisis del comportamiento reológico.
Los sistemas de canal caliente, al eliminar el distribuidor de solidificación, permiten aprovechar al máximo el volumen inyectable de la máquina. Sin embargo, presentan limitaciones relacionadas con el tratamiento térmico de algunos polímeros y requieren un coste mayor de mantenimiento.
Existe una temperatura óptima del molde en el momento de la inyección que es función, principalmente, de la cristalinidad del material. Puede ser necesaria una refrigeración adicional para mantenerla en las zonas más cercanas a la boquilla, donde el paso continuado del flujo de fundido eleva más la temperatura. La distribución del atemperado es otro de los parámetros a considerar en el diseño del molde.
Se aplican distintos tipos de expulsores en función de la forma de la pieza, que deben ejercer la presión mínima suficiente para el desmoldeo evitando eventuales deformaciones. Si existen contrasalidas es necesario el uso de correderas y, cuando hay roscas o contrasalidas internas, pueden utilizarse machos roscados, plegables o intercambiables y, en casos extremos, machos perdidos de aleaciones con muy bajo punto de fusión.
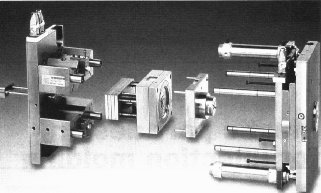 Figura 2 Los elementos normalizados facilit an la construcción de los moldes y reducen el plazo de entrega y limitan el trabajo del moldista a la mecanización de los núcleos y cavidades
Figura 2 Los elementos normalizados facilit an la construcción de los moldes y reducen el plazo de entrega y limitan el trabajo del moldista a la mecanización de los núcleos y cavidadesLa importancia de los elementos normalizados
Los elementos normalizados facilitan la construcción de los moldes y permiten reducir el plazo de entrega y limitar el trabajo del moldista a lo esencial, esto es, a la mecanización de los núcleos y cavidades. De este modo puede ahorrarse al menos el 25 % del mecanizado preciso y, mediante la mecanización adicional que efectúa el fabricante de elementos normalizados, se puede cubrir el 40 % de la capacidad requerida para la fabricación del molde.
Se dispone de sistemas modulares en dos versiones; los elementos K, que son placas normalizadas con taladros para tetones de guía, tornillos y manguitos, y los elementos P, sin taladrar pero con las mismas dimensiones y tipos de acero que los K.
A partir de cierto tamaño (K 20) las placas llevan caras laterales mecanizadas a tolerancias estrictas, utilizadas como caras de referencia. Entre estos elementos hay también medios de centrado y guía, columnas y ranurados. Si se precisa un premecanizado en las placas normalizadas, el fabricante de los elementos debe realizar al menos el mecanizado basto para evitar cualquier distorsión posterior.
Otros elementos son las boquillas calientes disponibles en un amplio campo de formas y dimensiones, equipadas con torpedos de cierre y con control térmico incorporado. Los sistemas de canal caliente están también normalizados. Se fabrican bloques de canales calientes compactos para aplicaciones específicas, con cierre automático completo con pistones y un mecanismo de leva.
Las válvulas de aguja se desarrollaron para facilitar el control térmico en moldes con canal caliente y puntas térmicamente conductoras. Para obtener una abertura uniforme de todas las válvulas disponen de muelles precargados ajustables.
Otros elementos que se sitúan a veces en el manguito de la mazarota o en los canales de inyección son los filtros de material, en la forma de pequeños insertos con varios diámetros y longitudes. Su sección transversal es tres veces la del taladro central, por lo que no restringen el flujo aunque estén parcialmente bloqueados.
Para facilitar el desmoldeo se dispone de diversos sistemas, como los husillos de rosca múltiple con tuerca para desmoldear piezas roscadas y núcleos mecánicamente colapsables en diámetros desde 32 a 89 mm para longitudes de rosca de 25 a 45 mm.
El alcance de la normalización no se limita a los elementos citados, sino que abarca campos como unidades de cierre y retorno, eyectores, acoplamientos rápidos, sistemas de amarre de moldes, elementos deslizantes, elementos para calefacción y enfriamiento, unidades de control, accesorios para conexiones hidráulicas y alojamiento de sensores, tubos de transferencia térmica, placas aislantes y otros.
| La temperatura óptima del molde está en función de la cristalinidad del material. Puede ser necesaria una refrigeración adicional en la zona de la boquilla, donde el paso del flujo de fundido la eleva |


















