
Moldes de inyección en línea
El moldeo automático por transferencia, la alternativa más económica
Con este artículo Plásticos Universales concluye la serie dedicada a los moldes para transformación de materias plásticas. Se analizan los moldes de inyección en línea, que son los más económicos y los que ofrecen mayor capacidad de producción, y se describen una serie de consejos y observaciones para mejorar el producto final y evitar complicaciones durante el proceso de fabricación de las piezas.
Las piezas moldeadas mediante el método de inyección (moldeo automático por transferencia) ofrecen el mayor ahorro de costes y la mayor capacidad de producción de todos los tipos de moldes.
La máquina utilizada para el moldeo de termoestables es similar a la utilizada en la inyección de termoplásticos, con la excepción del diseño del sistema de calefacción de la cámara de plastificación, la geometría del husillo la boquilla y los puntos a controlar en la prensa.
La temperatura del material en la cámara es mucho más baja en los materiales termoestables que en los materiales termoplásticos. La temperatura del molde para los termoplásticos suele ser más baja que la utilizada para los termoestables.
El diseño de los moldes para inyección de termoestables es muy similar al de los moldes de transferencia desde el punto de vista que el molde está cerrado cuando el material es obligado a entrar en el molde bajo la acción de una presión.
Sin embargo, la zona de carga usada en los moldes de transferencia es reemplazado, en estos casos, por un bebedero en el cual se apoya la boquilla de la máquina y a través de ella el material pasa desde la cámara de la máquina a los canales de alimentación. Los moldes se construyen con platos de cierre en las dos mitades, así como con platos de figuras.
También se dotan a los moldes de sistemas de expulsión de las piezas, llamados expulsores. Los aceros utilizados para las figuras, bebedero, canales de alimentación, sufrideras de las correderas y otros elementos son de muy alta calidad, endurecidos y cromados cuando se necesita resistencia a la humedad.
Para poder moldear agujeros o negativos que no están el línea con la dirección de apertura del molde se utilizan correderas, tal como se observa en la figura. Los moldes de inyección en la línea de partición requieren un bebedero partido.
Diseño de las cavidades
El objetivo más importante durante el moldeo por transferencia es el conseguir la máxima densidad en el material. Uno de los factores a considerar en el moldeo por transferencia es la necesidad de llenar rápidamente las cavidades para evitar un precurado del material durante su paso por los canales y en su contacto con las paredes calientes del molde.
La cizalla que sufre el material tiende a elevar rápidamente la temperatura, sobre todo si se hace pasar el material por orificios de entrada muy pequeños, que producen una aceleración del curado del mismo. Una de las maneras de reducir el sobrecalentamiento del material es que el molde tenga canales de alimentación tan cortos como sea posible y todos los canales sean de iguales dimensiones y configuración. La dimensión de los canales y de los puntos de entrada depende en gran medida del material que se esté procesando. El gráfico que acompaña el artículo puede servir de guía.
Las dimensiones de los canales de alimentación de las entradas a figura aumentará a medida que se incremente el portentaje de materiales reforzantes de compuesto y el tamaño de los elementos reforzantes. Por tanto, debido a las dimensiones de las entrada de material, en el caso de materiales altamente reforzados las piezas moldeadas necesitarán un posterior repasado del punto de entrada.
Ubicación del punto de entrada del material
El punto de entrada de material de la pieza debe estar próximo a la entrada de material en el molde y permitir una fácil eliminación del punto de entrada después del moldeo de la pieza. Es aconsejable buscar las zonas con más espesor para situar el punto de entrada.
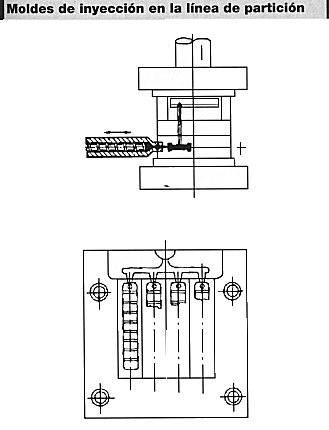 Figura 1 Los moldes de inyección en la línea de partición requieren un bevedero partido.
Figura 1 Los moldes de inyección en la línea de partición requieren un bevedero partido.
La longitud máxima de flujo no debe sobrepasar los 160 mm. Cuando en una pieza con varios puntos de entrada existen flujos demasiado largos, los diferentes frentes de flujo no sueldan bien. El punto de entrada no se debe colocar en puntos que interfieran en la funcionalidad de la pieza.
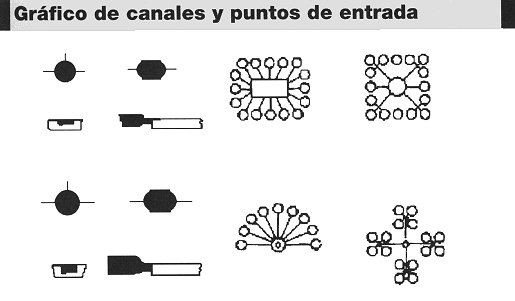 Figura 2 Las dimensiones de los canales y puntos de entrada dependen en gran medida del material que se esté procesando.
Figura 2 Las dimensiones de los canales y puntos de entrada dependen en gran medida del material que se esté procesando.
A veces se ubica el punto de entrada de material en un agujero que posteriormente se taladra, por lo que la marca del punto de entrada es inexistente.
Salida de gases
Todos los moldes deben estar provistos de salidas de gases para evitar que el aire se quede atrapado. El tamaño y ubicación de las salidas de gases depende de la geometría de la pieza y de la ubicación de los machos, expulsores e insertos.
En algunos casos es necesario que salga plástico por las salidas de gases para evitar las líneas de soldadura y las oquedades internas. Esto se suele hacer cuando se moldean materiales en los cuales su constante dieléctrica es muy importante.
Las salidas de gases suelen tener una profundidad comprendida entre 0,0125 y 0,05 mm y su ancho está comprendido entre 3 y 6 mm.
Las salidas de gases se suelen ubicar en las esquinas, cerca de los insertos y de las secciones delgadas, en los sitios donde la cavidad llena en último lugar y, por último, alrededor de los expulsores.
Rafael Juan
Responsable de moldes en la compañía Plásticos Mondragón.


















