
Sistemas de moleo y moldes para el automóvil
Amplia variedad de sistemas constructivos
Sistemas de moldeo y moldes para el automóvil
Por más que los moldeados por prensa de inyección, bien conocidos, son los más ampliamente utilizados en esta industria, se emplean también una variedad de procesos que requieren moldes distintos en construcción y materiales. Pasando revista a los elementos que constituyen las aplicaciones de los plásticos en el automóvil, desde la parte delantera a la posterior, podemos percatarnos de la variedad de procesos utilizados
Pasando revista a los elementos que constituyen las aplicaciones de los plásticos en el automóvil, desde la parte delantera a la posterior, podemos percatarnos de la variedad de procesos utilizados. La selección de los procedimientos de moldeo se hace en cada caso intentando utilizar aquellos que permiten una mayor rapidez de transformación, por lo que quedan fuera de consideración aquellos que no permitirían seguir los ritmos impuestos por las grandes series, aunque pudieran mejorar la calidad del producto final.
Las razones por las que los plásticos se van imponiendo en un número cada vez mayor de aplicaciones son la integración de funciones o de varios elementos en una misma pieza, la reducción de peso y la mejora de la seguridad en el interior del vehículo. Al mismo tiempo, a las necesidades de la industria del automóvil, la industria de los plásticos ha respondido con nuevos desarrollos en características de los materiales y en los procedimientos de transformación que van permitiendo sustituciones, como las de piezas bajo capot y de elementos transparentes, que no se vislumbraban hace pocos años.
Moldeados en el exterior y bajo capot
Los parachoques han sido durante un tiempo prensados en SMC pero, en la actualidad, suelen inyectarse en PP. Los faros se moldean actualmente por inyección, tanto las parábolas como los transparentes. Los capots y guardabarros delanteros de coches de pequeña serie pueden estar moldeados por RTM en composite y en algunos, el PUR integral sirve para moldear el frontal.
Bajo capot, que cuando éste se moldea en plástico o composite debe estar apantallado electrónicamente, pueden encontrarse desde tapas de carter en SMC a conjuntos de admisión moldeados con la técnica de noyo fusible, baterías y un sin fin de pequeñas piezas entre las que se está ensayando hasta el uso de aros de pistón en polibencimidazola.
En las puertas se han desarrollado estructuras inyectadas que incluyen todos los elementos de soporte de electrónica, cerraduras, bisagras, subecristales y otros: se ha iniciado también la sustitución del cristal por polímeros inrayables en las lunas laterales.
En la parte posterior se encuentran portones moldeados en SMC o por inyección y las luces de señalización se inyectan con técnicas de color múltiple, que incluso pueden ser del color exterior de la carrocería y dar su color técnico al iluminarse.
Aplicaciones en el interior
En el interior del automóvil se puede combinar el plástico con textiles, a veces también poliméricos, en la aplicación del material que más ha contribuído a incrementar la comodidad y seguridad del usuario.
Una excepción: en la búsqueda de la economía se suelen utilizar en los conductos de aereación polímeros con un elevado contenido de extraíbles que, cuando se conecta la calefacción, generan una cantidad de gases que son indudablemente desagradables y pueden ser incluso peligrosos, cosa que hubiera debido corregirse hace tiempo.
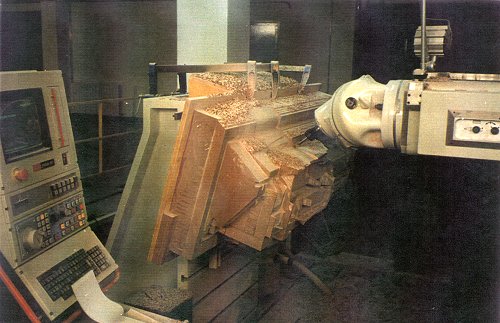 Figura 1 El primer paso para la fabricación de moldes para procesos PUR consiste en la mecanización de un modelo en resina (Master) con los caminos de herramienta definidos numéricamente (foto NKF)
Figura 1 El primer paso para la fabricación de moldes para procesos PUR consiste en la mecanización de un modelo en resina (Master) con los caminos de herramienta definidos numéricamente (foto NKF)
En los elementos acolchados, desde el volante a los asientos, interiores de puerta y techo, el material más utilizado, combinado con textiles, es el poliuretano espumado, que es PUR integral en el caso de los volantes. El tablero se suele fabricar por inyección en los modelos económicos y mediante una técnica más compleja, que incluye el moldeo rotacional de la superficie grabada y un respaldo de PUR flexible sobre soporte inyectado, en los de alto de gama.
Moldeados en vehículos de altas prestaciones
El pionero en el carrozado completo con plásticos reforzados fue el Chevrolet Corvette que se fabrica desde 1953. Le siguió en Europa el Lotus Elan, a princios de los 60 y actualmente son prácticamente todos los automóviles deportivos los moldeados parcial o totalmente en composite o con elementos de PUR moldeado por R-RIM. Últimamente se va imponiendo el moldeo por RTM tanto en carrozados europeos como norteamericanos, casi siempre sobre chasis metálico, con excepciones como el Bugatti que lo incorpora de fibra de carbono.
El material más utilizado en carrocerías de coches modificados para la competición es el moldeado de Kevlar-epoxi que ofrece una buena combinación de resistencia mecánica con un notable ahorro de peso. Los automóviles para rallies, la París-Dakar y competiciones similares equipan este tipo de carrocería.
 Figura 2 Los moldes para el proceso de la 1ª ilustración pueden fabricarse en materiales menos tenaces que los aceros tratados. El aluminio e incluso las coladas epoxi pueden ser válidos para la construcción, en este caso, del molde inferior de un tablero de instrumentos
Figura 2 Los moldes para el proceso de la 1ª ilustración pueden fabricarse en materiales menos tenaces que los aceros tratados. El aluminio e incluso las coladas epoxi pueden ser válidos para la construcción, en este caso, del molde inferior de un tablero de instrumentos
Finalmente, en los vehículos de alta competición es difícil encontrar elementos que no sean poliméricos o composite, con la curiosa excepción de las llantas que no se aceptan en la Fórmula 1 pero sí en las motocicletas; incluso los discos de los frenos son de composite carbono-carbono y, aunque técnicamente menos importantes, los chasis se han convertido en el elemento que proclama la superioridad de estos materiales sobre cualquier otro.
Sistemas de moldeo y moldes
El primer paso para la fabricación de una pieza es la definición de las medidas y sistema de llenado del molde en función de un análisis de simulación. En el automóvil se tiene tendencia a producir primero un modelo, generalmente un CAD 3D a partir del styling realizado por los diseñadores, que se suele mecanizar sobre materiales blandos adecuados y que, eventualmente puede servir para fabricar piezas prototipo. Una vez aceptado definitivamente el modelo puede servir, mediante máquinas de medición por coordenadas, para crear la definición numérica de la pieza si no se ha hecho a partir del CAD del modelo. Esta definición se modifica en la definición del camino de herramientas para el molde en función del cálculo de contracciones y otros parámetros que intervienen luego en el moldeo.
Durante muchos años, el moldeo por inyección con moldes metálicos tratados han sido empleados de forma casi exclusiva. Sin embargo, empieza a reconsiderarse el uso del moldeo por vacío para piezas prototipo o de pequeña serie de gran dimensión.
El moldeo de termoestables ha retrocedido para piezas exteriores un tanto al mejorar las características de los termoplásticos. Sin embargo, han encontrado nuevas aplicaciones los moldeados de BMC en piezas bajo capot y la progresiva mejora de características y coste de los termoplásticos reforzados con fibra larga les abre un nuevo campo de aplicación en piezas estructurales, especialmente del interior del vehículo en que no precisan pintura. Con ello vuelve a ganar terreno el prensado con moldes metálicos de cierre cortante.
Cada vez se generaliza más el uso de los poliuretanos en aplicaciones para el interior. Nuevos desarrollos permiten realizar piezas semi-estructurales que incorporan facies textiles e integran una serie de elementos adicionales al estar reforzados con fibras largas. Ni que decir tiene que los asientos no son ya nunca de otro material, con alguna excepción en coches de muy alto precio.
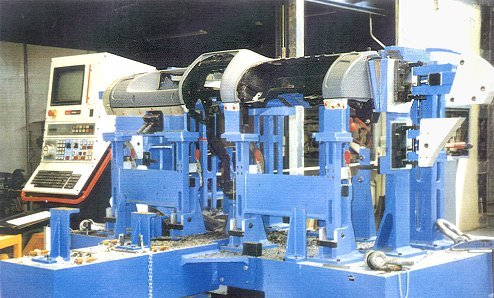 Figura 3 En todos los procesos de moldeo pueden presentarse cambios en el material o condiciones de moldeo que pueden ocasionar distorsiones en las piezas. Por ello es necesario la verificación cada cierto número de piezas en un calibre de control (foto NKF)
Figura 3 En todos los procesos de moldeo pueden presentarse cambios en el material o condiciones de moldeo que pueden ocasionar distorsiones en las piezas. Por ello es necesario la verificación cada cierto número de piezas en un calibre de control (foto NKF)
Un elemento que precisa integrar varias técnicas es el tablero de instrumentos. Se ha citado la inyección como sistema para automóviles económicos, pero los países del arco del Pacífico, en su estrategia de penetración de los mercados, utilizan en los coches económicos el mismo procedimeinto complejo que equipa a los vehículos de gama alta. Se parte de una estructura inyectada, generalmente de PP, que integra los conductos de aereación, soportes de fijación y otros elementos. Paralelamente se produce por moldeo rotacional la Apiel@ grabada externa y ambos conjuntos se sitúan en un tercer molde, en el que se sujetan mediante vacío, inyectando entonces PUR flexible que los integra y conforma el espacio del tablero. Los materiales de los moldes pueden ser, en algunos casos, de aluminio y se montan, generalmente en múltiples y como los de los asientos, en un carrusel que permite mantener ritmos elevados y dar un tiempo de fraguado suficiente para el PUR.
Para estos procesos que no se efectúan mediante prensas se han desarrollado una serie de elementos mecánicos específicos para el posicionamiento de los moldes.
Otro procedimiento que está relativamente en sus inicios es el moldeo por inyección o prensado con noyo fusible. Las tubuladuras con formas complejas y sin posibilidad de desmoldeo se fabrican por este procedimiento o mediante soplado.
Cuando la temperatura de trabajo de las tubuladuras lo permite, se utilizan sistemas modificados de extrusión soplado, que incluso permiten cambiar la rigidez del material por zonas y que se adaptan mediante sistemas sofisticados a la forma definitiva. El proceso se utiliza también para fabricar los tanques de combustible.
Si la temperatura de trabajo requiere el uso de termoestables o de plásticos de alto rendimiento difíciles de transformar por este proceso, se recurre a la inyección o prensado con un noyo metálico de bajo punto de fusión, que se elimina por calor después de completar el moldeo. Se obtiene con este procedimiento la calidad de superficie interior requerida, que es difícil de obtener con materiales metálicos.
Todos estos procesos requieren un control en línea de la calidad y dimensiones del producto, que no debe presentar distorsiones y que hace necesario modificar los parámetros de moldeo cuando éstas se presentan antes de que se haya producido un gran número de piezas inservibles. Por ello, los calibres de comprobación son el elemento final de la cadena de construccion de moldes y tienen igual importancia, utilizándose nuevamente para su realización las definiciones geométricas que sirvieron para crear la pieza.
| La selección de los procedimientos de moldeo se hace en cada caso intentando utilizar aquellos que permiten una mayor rapidez de transformación, por lo que no se consideran los que no permitirían seguir los ritmos impuestos por las grandes series | A las necesidades de la industria del automóvil, la industria de los plásticos ha respondido con nuevos desarrollos en características de los materiales y en los procedimientos de transformación que van permitiendo nuevas aplicaciones | Durante muchos años, el moldeo por inyección con moldes metálicos tratados han sido empleados de forma casi exclusiva. Sin embargo, empieza a reconsiderarse el uso del moldeo por vacío para piezas prototipo o de pequeña serie de grandes dimensiones |












")








")




