
Moldes de transferencia de termoestables
Moldes de pistón, de cono caliente, con insertos y con husillo
En la segunda parte de esta serie de artículos, el autor describe la constitución de los moldes para la transferencia de termoestables, en su versión mecanizada de acero. En efecto, los moldes para RTM (Resin Transfer Molding) son a menudo realizados mediante otros procesos, que serán ampliamente descritos en el próximo número.
Los moldes para transferencia de termoestables pueden ser de muy diversa índole. Entre los mecanizados, se encuentran los mecanizados de aluminio y de acero. Limitaremos en esta ocasión la descripción a los moldes mecanizados de acero.
Los primeros moldes de este tipo que se diseñaron utilizaron prensas de compresión con dos objetivos: cerrar el molde y hacer fluir el compuesto desde el interior del cilindro a través del agujero de la boquilla hacia el interior de las cavidades.
Moldes de transferencia de pistón
El molde de transferencia de pistón (figura 1) es un molde cerrado que utiliza una cavidad de alimentación central en la cual se deposita el compuesto, estando el molde cerrado. El émbolo de transferencia, que actúa de manera independiente respecto del émbolo de cierre del molde, fuerza al compuesto, mediante la aplicación de presión, a llenar las diferentes cavidades a través de la boquilla y los canales de alimentación.
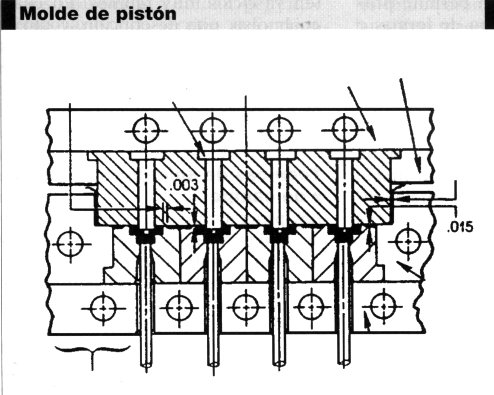
El émbolo ubicado en la parte inferior del molde permite mantenerlo cerrado durante el proceso de llenado y curado y, al mismo tiempo, permite abrir el molde una vez transcurrido el curado del compuesto. Dado que la fuerza de cierre está concentrada en el centro del plato inferior, y entre éste y las cavidades existe el puente de expulsión, se hace necesario el colocar un pilar de acero templado para evitar la deformación de la placas de cavidades y de embridaje.
Moldes de transferencia de cono caliente
El hecho de utilizar el fenómeno de la cizalla que se produce cuando el compuesto roza con las superficies calientes del molde al entrar en el mismo presenta ciertas ventajas (figura 2).
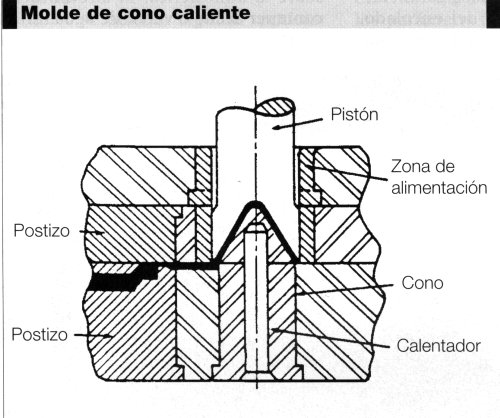
La realización de la forma cónica al final del émbolo y la colocación de un macho calentado eléctricamente, dejando un espesor entre ambos comprendido entre 1,5 mm y 2,25 mm, produce un aumento de la temperatura del material debido a la cizalla, lo cual se traduce en una reducción de la viscosidad y un aumento de la temperatura de la masa. Esto produce una mayor facilidad de llenado, un curado más rápido y por tanto unos ciclos más rápidos.
Moldes de transferencia con insertos
El molde de transferencia con pistón se utiliza para el moldeo con insertos, de tal manera que se diseña teniendo en cuanta la carga de los insertos en el molde. El cargado se coloca en el molde, el molde se cierra y el compuesto debidamente precalentado se coloca en la cavidad de alimentación ubicada en la mitad superior del molde. Normalmente se trabaja con dos tableros de carga, una placa situada en el molde y el otro tablero se descarga y recarga en el exterior del molde. El número de cavidades depende de la producción requerida y de la capacidad para llenar todas las cavidades con una densidad apropiada.
Moldes de transferencia con husillo
Los moldes de transferencia con husillo incorporan un zona de carga en la mitad inferior del molde, en su zona central, de manera que esta zona es alimentada por una extrusora. El husillo de transferencia actúa en un movimiento vertical cuando la extrusora ha cargado el molde y distribuye el material a través de los canales de alimentación a las diferentes figuras. Con este sistema se consigue un peso repetitivo en la carga del molde, una repetitividad en la temperatura de la masa y en la densidad de la carga.
En este tipo de moldes el sistema de centrado debe situarse en la mitad superior de molde, así como la expulsión de las piezas, que consiste en una sistema que barre toda la superficie de las figuras del molde y recoge la inyectada. Una vez ha recogido las figuras, las saca del molde y las deposita en el puesto del operario o en una cinta transportadora.
En este tipo de molde también se suele utilizar el sistema de cono caliente.
Rafael Juan












")


")










