
El prensado de plásticos
, redactor de Plásticos Universales
El procesado de plásticos con una prensa requiere un producto semielaborado capaz de fluir cuando se calienta y endurecerse cuando se enfría. Cuando se trata de material en placas, debe además ser autoportante durante la carga del molde. Estos materiales susceptibles de ser prensados, tanto de matriz termoestable como termoplástica, tienen un contenido cada vez mayor de fibras y mejores características mecánicas.
El prensado de plásticos se inició a principios de este siglo principalmente gracias al desarrollo de los aminoplastos reforzados de Baekeland. Su baquelita, con refuerzo de pulpa de papel o madera, ha sido durante casi 40 años el material plástico más conocido, principalmente debido a sus aplicaciones en la industria eléctrica.
Las resinas de fenólicas (cresol, xilenol, resorcinol formaldehído) se producen por adición, de la que se obtienen alcoholes de fenol, los cuales se condensan por calor durante el moldeo con eliminación de agua. Por esta razón, al prensarlos en caliente, a unos 140 C, debe abrirse ligeramente la prensa antes de completarse el moldeo (breathing) para dejar que escape el agua generada en forma de vapor. Éste arrastra una cantidad de vapores fenólicos que permiten detectar a distancia dónde se encuentra una planta de moldeo de estos materiales: de otro modo, las piezas quedan porosas y debilitadas.
El material no es exigente en cuanto a la sofisticación de las prensas; millones de piezas pequeñas se han fabricado con prensas de volante y vis-sin-fin y, en su tiempo, las prensas hidráulicas se utilizaban casi exclusivamente para piezas de dimensiones mayores. El tiempo de moldeo se calculaba sobre un minuto de tiempo por mm de espesor de la pieza y el control de temperatura se efectuaba con lápices térmicos, que cambian de color a una temperatura determinada. Las características mecánicas del material cargado son relativamente modestas y es rígido y algo quebradizo.
Primeras alternativas a la bakelita
Para superar los inconvenientes propios de la bakelita y obtener ciclos más rápidos se desarrollaron pastas de moldeo que contienen, en general, menos de un 30% de resina (principalmente UP), menos de un 15% de fibra de vidrio cortada entre 6 y 15 mm y el resto son cargas minerales, con la adición de catalizadores y desmoldeante interno que suele ser, de menor a mayor temperatura de moldeo (100-130 C), estearina o estearatos metálicos. La mezcla se suele efectuar en un mezclador Werner de paletas en sigma, con mayor holgura que la versión normal para limitar la rotura de fibras.
Hacia 1950 se denominaba premix a estos materiales, aunque actualmente se utilizan los nombres de BMC (Bulk Molding Compound) o DMC (Dough Molding Compound), según sea la mayor o menor carga de fibras y, por tanto, su ductilidad. Las fibras tienden a quedar en planos ortogonales a la dirección del prensado, pero el pasado año se presentaron en las JEC de París compuestos cuyas fibras se afirma que toman una orientación tridimensional, con una notable mejora de las características mecánicas.
Actualmente, el prensado se efectúa entre 50-150 bar a temperaturas del orden de 130-160 C y el ciclo suele oscilar entre 10 y 60 s por mm de espesor.
Prensado de piezas con refuerzo planar
Las primeras piezas en PRFV que se fabricaron para aplicaciones no militares, después de la II Guerra Mundial, fueron bandejas para desayuno, fabricadas a prensa con mat de fibra de vidrio y un textil estampado en superficie.
Piezas rectangulares, con dimensiones aproximadas de 4530 cm o redondas con 35 cm de diámetro, se fabricaron por millones y fueron también las primeras piezas que se prensaron en España, en el año 1959.
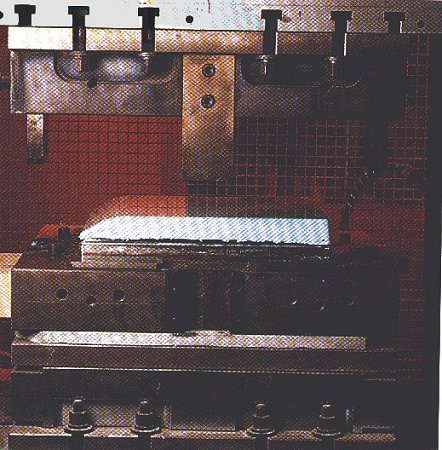 Figura 1 La adopción de bordes cortantes en los moldes de prensado de SMC permite obtener piezas práncticamente acabadas, con un excelente aspecto de superficie, que precisan sólo de un ligero desbarbado.
Figura 1 La adopción de bordes cortantes en los moldes de prensado de SMC permite obtener piezas práncticamente acabadas, con un excelente aspecto de superficie, que precisan sólo de un ligero desbarbado.
El prensado de piezas con embutisaje hizo necesario el uso de preformas de fibras de vidrio, generalmente de 5 cm de longitud, obtenidas por diversos procedimientos y denominadas así por tener la forma de la pieza a prensar. Colocada la preforma sobre el molde, generalmente el macho, se vertía la resina y se cerraba el molde. Este procedimiento, que ofrece características mecánicas muy notables y ciclos aceptables, se emplea aún en Estados Unidos para piezas de grandes dimensiones, pero ha caído prácticamente en desuso en Europa, donde se había utilizado para el moldeo de los techos del legendario Citröen DS, con la irrupción del SMC.
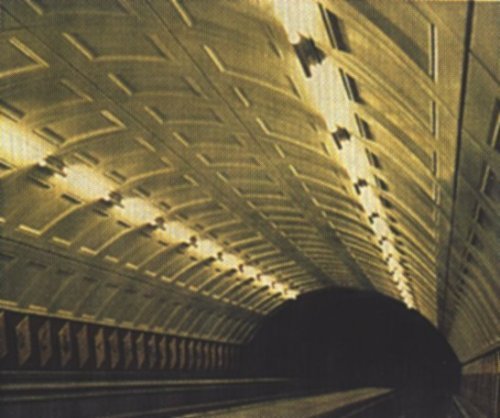 Figura 2 Elementos composite prensados permiten el recubrimiento de grandes superficies, en las que se emplean matrices fenólicas para reducir el riesgo de incendio y, en su caso, la emisi&oaucten de humo.
Figura 2 Elementos composite prensados permiten el recubrimiento de grandes superficies, en las que se emplean matrices fenólicas para reducir el riesgo de incendio y, en su caso, la emisi&oaucten de humo.
Pueden prensarse también los pre-preg, preimpregnados de tejido de vidrio con resina en solución que incorpora el endurecedor y que, extraído el disolvente, se suministran en forma de rollos con una película protectora desechable y deben almacenarse bajo refrigeración. Sin embargo, debido al elevado contenido de fibras y la dificultad de adaptación a los embutisajes de este material, no pueden prensarse más que piezas planas o de curvatura simple, siempre con riesgo de dañar la integridad del refuerzo. Normalmente, los prepreg se procesan por autoclave o deposición de cinta (tape laying).
La irrupción de los SMC
En los años 60 se desarrolló un sistema derivado de los BMC para atender a las demandas del potente mercado del automóvil, que iniciaba su "cura de reducción de peso" y precisaba de piezas de coste y peso reducidos, producidas en gran serie.
El material laminar se denominó SMC (Sheet Molding Compound) y está constituído por fibras del orden de 5 cm de longitud en una matriz de resina UP que incorpora cargas. Existen tamién unidireccionales de fibras largas o contínuas para el refuerzo en direcciones preferenciales.
El SMC se produce mediante la deposición de fibras proyectadas por un cortador de roving sobre una banda, que luego servirá de soporte, sobre la que ya se encuentra un espesor constante de resina más cargas y endurecedores, que se consolida a continuación. Una parte importante de estas cargas pueden ser termoplásticos en polvo, que permiten obtener piezas con un acabado superficial de clase "A".
Como el producto no es manejable tal como sale del proceso, debe llevarse a una consistencia de tipo de cuero, lo que se consigue mediante la adición de alcalinotérreos. Requiere entonces un período de maduración antes del suministro, que suele ser de unos días, y luego debe conservarse a menos de 20 C, siendo estable de 2 a 6 meses.
El SMC puede presentar problemas posteriores de pintura debido a la microporosidad y a la presencia en ella de desmoldeantes de difícil remoción. Para obviar este problema, se ha desarrollado el método denominado IMC (In Mould Coating) que consiste en la aplicación de un barniz de PU proyectado sobre el molde con un espesor de 0,1 mm en una segunda carrera.
Los productos de SMC tienen características mecánicas adecuadas para fabricar piezas con responsabilidad estructural limitada, como portones, capots y parachoques de automóvil, en que están siendo sustituídos progresivamente por termoplásticos técnicos inyectados. En cambio, es el material perfecto para el mercado de aplicaciones eléctricas, como cajas de empalme, de contadores y otras.
En los últimos años se ha conseguido una considerable mejora en las características mecánicas del material, que retiene muchos de los mercados del automóvil conquistados inicialmente y ha penetrado con fuerza en las aplicaciones bajo capot del motor, incluyendo cárters de aceite, toberas de admisión moldeadas con núcleo fusible y otras de alto valor añadido, especialmente en aparellaje eléctrico.
Termoplásticos reforzados Semielaborados
Más recientemente se han comenzado a elaborar láminas de fibra de vidrio en matriz termoplástica que, aunque se describen luego las diferencias en el moldeo, dan valores mecánicos similares a los del SMC o superiores. Los termoplásticos aportan un módulo elástico y otras características mecánicas superiores a las de los termoestables, aunque tienen en su contra la fluencia, que los termoestables tienen en mucho menor grado, y que reduce estas características con el paso del tiempo.
La ausencia de cargas inertes hace que estos materiales sean, en general, algo más caros que los SMC, pero un buen aprovechamiento de su ventana térmica puede permitir ciclos más rápidos. Recientemente se ha puesto en marcha en la planta Azdel de GE Plastics en Holanda un espectacular equipo de fabricación, descrito en el número 35 de Plásticos Universales, cuyos productos presentan características mecánicas sobresalientes y para cuya fabricación puede utilizarse termoplástico recuperado, con lo que existe un importante margen de maniobra en los precios que se podría utilizar en el momento adecuado.
LPMC, el recién llegado
Las elevadas presiones necesarias para el moldeo de SMC limitan la relación superficie/potencia de las prensas necesarias. La firma británica Scott Bader desarrolló un nuevo tipo de poliéster cristalino que es sólido a temperatura ambiente (funde a 55 C) y que, añadido a los poliesteres amorfos (iso- u ortoftálicos, viniléster) produce el efecto de espesamiento necesario para el manejo de los complejos de moldeo en lámina. Los alcalinotérreos añadidos al SMC aumentan la viscosidad del material con el tiempo y limitan su vida útil, pero el espesado obtenido con el poliéster cristalino permite almacenajes superiores a un año.
Estos complejos se denominan LPMC (Low Pressure Molding Compound) porque a la temperatura de moldeo (100-150 C) su viscosidad es reducidísima en comparación con los SMC clásicos y permiten presiones de moldeo ocho veces menores y la adición de refuerzo en seco que se impregna con la misma resina del LPMC. El lector puede hallar una descripción más completa de estos materiales y de sus aplicaciones en el n 38 de Plásticos Universales.
Prensado por etapas
Se trata de un proceso contínuo, denominado step molding y desarrollado por un equipo dirigido por el Dr. Bowen en el Centro Tecnológico de Harwell, del Reino Unido, para una aplicación específica, la fabricación de tubos enrollables de carbono/epoxi para antenas espaciales.
Estos tubos pueden lanzarse al espacio en bobina, ocupando un espacio mínimo, y desplegarse decenas de metros. Se trata de tubos de sección mitad lenticular encolada por los bordes con un espesor de 0,15 mm y fue concebido por el ingeniero español Aguirre-Martínez, habiendo correspondido al autor de este artículo la primera fase de desarrollo del producto.
 Figura 3 El tamaño de las prensas actualmente disponibles permite el prensado de materiales de importantes dimensiones. Con los nuevos materiales LPMC se obtienen piezas prensadas de tres metros de longitud.
Figura 3 El tamaño de las prensas actualmente disponibles permite el prensado de materiales de importantes dimensiones. Con los nuevos materiales LPMC se obtienen piezas prensadas de tres metros de longitud.
Es un procedimiento que utiliza un molde de elementos múltiples contiguos dispuestos para adaptar el preimpregnado a la forma definitiva por pasos sucesivos, al tiempo que progresa el curado de la matriz. Es el primero que puede prensar pre-pregs de alto rendimiento en espesores tan pequeños sin dañar el material, por lo que puede ser perfectamente adaptable para producir perfiles composite con un nivel de refuerzo muy elevado.
Prensado en caliente
La producción de laminados fenólicos con superficie de melamina, descrita en la norma DIN 16926, se efectúa en caliente en prensas de luz múltiple, generalmente de diez o más platos, en las que se suele utilizar como molde planchas metálicas pulidas que pueden tener una superficie grabada. Los laminados están constituidos por láminas de papel impregando con resina fenólica excepto la superficial, que es de papel decorado impregnado con melamina.
El mismo procedimiento se emplea también para obtener planchas gruesas a partir de un número de capas finas de termoplásticos calandrados, que se extraen de la prensa de platos múltiples calentados después del enfriamiento.
Existen algunos termoplásticos que no pueden transformarse por los procedimientos habituales. Concretamente, el PTFE tiene una viscosidad muy elevada, incluso por encima de la zona de fusión de cristalitas, y una gran sensibilidad al cizallamiento. Al no ser viable el moldeo por inyección o extrusión, el PTFE en polvo se conforma a prensa a temperatura ambiente a 200-350 bar hasta logra una densidad de 2,1-3,2 gr/cm y se sinteriza luego a 370-380 C.
Otro procedimiento para ello es el prensado a percusión, en que las preformas sinterizadas en estado gel (327 C) se colocan en molde frío y se deforman por percusión a 150-300 bar. Otra alternativa (gofrado en caliente) es colocar las preformas sinterizadas en un molde a 250-320 C y prensar a 150-300 bar, aunque se obtienen características mecánicas inferiores.
Finalmente, existe un procedimiento de prensado en contínuo con un sistema de bandas sin-fin contrapuestas, calientes o no, entre las que pasa el material a transformar que endurece durante su permanencia entre ellas. Una de las aplicaciones de este proceso es la preparación de semi-elaborados de termoplásticos reforzados.
Prensas autorregulables
Las prensas de baja presión habituales para el moldeo de los PRFV suelen ser de cuatro columnas, con áreas de plato de 1 a 30 m y pistón superior. Para moldeo de baja presión en frío suelen dar 5-10 bar y de 10 a 50 bar para prensado en caliente.
 Figura 4 Esta ilustraci¢n permite vislumbrar la variedad de productos que pueden obtenerse hoy mediante el prensado, tanto en dimensiones como en acabado y precisi¢n de cotas y detalle.
Figura 4 Esta ilustraci¢n permite vislumbrar la variedad de productos que pueden obtenerse hoy mediante el prensado, tanto en dimensiones como en acabado y precisi¢n de cotas y detalle.
Para el prensado de SMC, las prensas descritas pueden tener velocidades de cierre y precisión de recorrido paralelo insuficiente, por lo que se suelen utilizar prensas de émbolo inferior de carrera corta con las placas montadas hidrostáticamente, que obtienen una precisión de posicionamiento de los moldes de <0,5 mm. Todas sus funciones están programadas para ser autorregulables.
La preparación del material se efectúa mediante patrones cortados que se sitúan en el molde de manera que al fluir no se produzcan orientaciones excesivas de las fibras ni zonas de soldadura. El proceso de flujo para el conformado de patrones tiene una importancia crítica, puesto que las orientaciones que se produzcan, estadísticas en el patrón, pueden crear direcciones que pueden ser ventajosas en algunos casos pero, en otros, generar distorsiones de las piezas.
En el caso de los SMC, los moldes son calientes y en el de los termoplásticos, atemperados para producir un enfriamiento suficiente de la pieza moldeada, cuya preforma se introduce en el molde a la temperatura suficiente para que fluya. Suele existir una estación de pre-calentamiento para facilitar el manejo de las preformas hasta la zona de calentamiento definitivo previo a la introducción en el molde.
Por lo demás, ambos materiales se comportan de modo similar.
Los BMC y DMC suelen prepararse en forma de barras más o menos consistentes de donde se corta la longitud necesaria para obtener el peso adecuado de la pieza.
Puede apreciarse que, con estos modos de preparación, la precisión de la carga de los moldes es aleatoria, sin la exactitud de la inyección de termoplásticos. Por esta razón, los moldes suelen llevar bordes cortantes, que hacen necesario que la dirección del prensado no sea sesgada porque dañaría estos bordes.
Durante el prensado del SMC y BMC se produce en primer lugar una carrera de cierre lenta para hacer fluir el material, luego una separación de los moldes debida a la dilatación del mismo ayudada por la reacción exotérmica de polimerización y, finalmente, una pequeña aproximación por la contracción de curado, momento en que puede extraerse la pieza.
Pese a su mayor coste y el inconveniente reseñado de la fluencia, los termoplásticos presentan la ventaja de la inmediata reciclabilidad de los recortes, que en el caso de los termoestables se aplican con dificultad al moldeo en forma de BMC. Por otra parte, los recortes endurecidos de SMC-BMC no pueden reciclarse en taller, sin que deben molturarse para incorporarlos como carga a nuevas masas de moldeo.
Finalmente, estos procesos son susceptibles de un grado elevado de automatización, con los periféricos necesarios para la preparación de patrones, su transporte y la extracción de las piezas.















")















