
Prototipos rápidos, la respuesta a nuestros tiempos
Para reducir los tiempos desde la primera idea hasta la pieza final lista para salir al mercado, la informática, y en concreto, los programas de CAD-CAM-CAE, son el centro de todo el proyecto.
Estos programas nos permiten someter a una pieza dibujada en un programa de CAD-3D a análisis de proceso y comportamiento del producto (CAE), realizar prototipos con las técnicas actuales (RP&M), y generar los moldes de dicha pieza (CAM). Todo ello sin la necesidad de haber realizado ni un solo plano (2D) de la pieza, teniendo que realizar sólo en los casos que se requiera los planos con las principales cotas constructivas o de montaje para control de calidad.
Debido a esta necesidad de mercado nació una empresa como Prototips Tecnics, para poder atender rápida y eficazmente al cliente, ofreciéndole toda la solución integrada.
El Departamento Técnico se encarga de dar forma a las necesidades del cliente. Trabajando con los programas de CAD-3D más punteros (Pro-Engineer, Pro-Designer y Catia), podemos realizar cualquier etapa del proceso de CAD que el cliente requiera:
- Realización del proyecto completo partiendo de las ideas previas del cliente.
- Traspaso de información 2D a 3D para la posterior realización de prototipos, CAM, etc.
- Realización de los modelos 3D-Solidos, partiendo de 3D-Superficies incompletos.
- Realización de los ficheros STL necesarios para obtener prototipos con las actuales tecnologías de RP&M.
Los ficheros STL son el formato standard normalizado de todas las tecnologías de RP&M. Dicho formato consiste en la triangulación sólida del modelo, para la cual, es necesario que el modelo esté realizado en un 3D-Sólido, con el fin de evitar posibles defectos de los prototipos; dependiendo de la definición del fichero se consigue mayor precisión del prototipo.
Una vez obtenido dicho fichero, ya estamos en disposición de realizar el prototipo con la tecnología mas adecuada a nuestros objetivos.
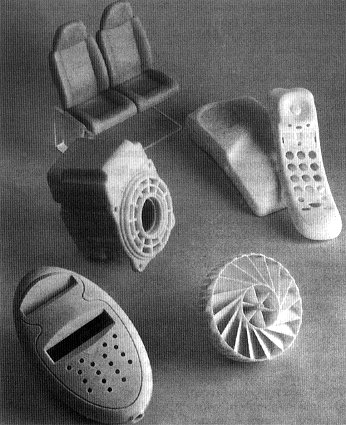 Figura 1
Figura 1
El Composite Nylon es idóneo para prototipos rígidos y resistentes al calor
Todos los sistemas de RP&M se basan en la Tecnología de Fabricación por Capas (LMT, Layer Manufacturing Technologies), que consiste a grandes rasgos, en construir una pieza 3D, a base de apilar diversos cortes de la misma en el eje Z. Cada uno de estos cortes o capas, tiene un espesor tan bajo (típicamente del orden de la décima), que puede considerarse que sólo contiene la información 2D de su propio plano. Partiendo del fichero STL, y después de haber orientado y escalado las piezas (en previsión de las contracciones durante y después del proceso), estas se cortan en capas y se traspasan al sistema de RP&M más conveniente, los cuales podríamos dividir en 3 grupos dependiendo de su finalidad: prototipos conceptuales, formales y de patrón, y funcionales.
Prototipos conceptuales
Las tecnologías para realizar estos prototipos operan normalmente en ambientes de oficina, con polímeros atóxicos. Los resultados obtenidos son de consistencia final muy frágil, obedeciendo a la idea de un trozo de papel para esbozos (en este caso en 3D), que se arruga y tira una vez cumplido su propósito. Los tamaños medios de las piezas realizadas en estos sistemas son pequeños, de 200x200x200 m/m aproximadamente. Las tecnologías que podríamos incluir en este grupo son:
- Ballistic Particle Manufacturing (BPM).
Se realizan los prototipos conceptuales mediante a la proyección de millones de partículas microscópicas de un polímero caliente, que se consolidan en el punto de impacto. La tobera de proyección dispone de 4 grados de libertad (tres de traslación y un rotación), lo que permite construir cualquier tipo de geometría.
- Multi-Jet Modelling (MSM).
Tecnología desarrollada por 3D Systems, consiste en un método parecido al de las impresoras de chorro de tinta, partiendo de una matriz de 96 toberas, mejorando notablemente la rapidez del proceso.
- InkJet Printing (Sanders).
Al igual que la anterior, su funcionamiento se asemeja al de una impresora de chorro de tinta, sustituyendo ésta por un termoplástico de características parecidas a la cera de fundición, así como otro material mucho más blando que ejerce de estructura de soporte. Con esta tecnología se consiguen grandes precisiones, y es particularmente adecuada para la generación de pequeños patrones.
Prototipos formales y de patrón
Son los obtenidos en la mayoría de tecnologías de RP&M; pueden ser utilizados para validar formas geométricas, así como para ser utilizados de patrón para la obtención de prototipos funcionales con las técnicas de molde en silicona. Los principales sistemas que encontramos en el mercados son:
- Stereolithography (SLA).
La estereolitografia es una de las técnicas de LTM pioneras en el mercado (de la mano de 3D Systems). Esta técnica consiste en desencadenar un proceso de polimerización en un fotomonómero, mediante la incidencia de luz sobre el fotomonómero en estado líquido. Esta luz, la aporta con precisión un láser UV de unos pocos miliwátios. Los puntos atacados por el haz láser polimerizan (solidifican), creando una capa consistente, con la forma de corte que le corresponda en altura en cada momento. La geometría 2D de cada corte o capa dirige el movimiento de dos espejos galvanométricos (X, Y) que deflectan el haz láser sobre la superficie de trabajo. Cuando una capa termina, mecánicamente se hunde en el monómero, permitiendo que quede cubierta por la nueva capa líquida del espesor deseado, para continuar el proceso. En escasas ocasiones podremos utilizar los prototipos con fines funcionales, debido a la fragilidad de las resinas utilizadas, aunque son perfectamente correctos para su utilización como masters en la creación de moldes de silicona, puesto que las resinas son muy blandas y de fácil pulido. Debido a que estos prototipos se realizan mediante resinas líquidas, los voladizos se deben crear mediante estructuras de soporte, que luego se eliminan en una fase de post-proceso. Además el proceso exige un post-curado en cámara ultravioleta una vez terminado el proceso, y la manipulación de las resinas ha de ser muy cuidadosa debido a la toxicidad de las mismas.
- Solid Ground Curing (SGC-Cubital).
Con el Cubital se consigue el mismo resultado que con la estereolitografia (un fotopolímero), pero por una tecnología totalmente diferente. El método de trabajo consiste en crear una plantilla de cada capa con toner sobre un soporte transparente (tipo fotocopiadora). Un flash UV polimeriza la capa de fotomonómero liquida, en las partes que no cubre el toner. Antes de sumergir la parte polimerizada para crear una nueva capa, se expande una capa de cera caliente que básicamente cubre los huecos de la capa anterior. Seguidamente se rectifica esta capa mixta polímero-cera, de forma que el espesor de la capa se asemeje lo mas exactamente posible al valor pre-fijado. Después se forma una nueva capa de monómero y el proceso continua. Se gana notablemente en velocidad de proceso, uniformidad y en el hecho de que no hay que crear estructuras de soporte (la cera sirve para ello). Sin embargo, hay que fundir esta cera y limpiarla para extraer la pieza, en una etapa post-proceso relativamente larga.
- Fused Deposition Modeling (FDM-Stratasys).
Es una tecnología totalmente diferente de las anteriores. Utiliza la extrusión de un cordón de material termoplástico mediante una boquilla móvil, que va conformando la geometría del objeto. Este sistema permite el uso de diversos plásticos, incluso cera de fundición. Sin embargo, la porosidad y fragilidad de las piezas compromete su uso como prototipos funcionales.
- Laminated Object Manufacturing (LOM).
El proceso LOM, fabrica piezas cortando y soldando entre sí láminas de papel tratado. El producto final tiene una consistencia parecida a la madera, por tanto susceptible de usarse como prototipo formal. Un factor hidroscópico relativamente alto, hace que sea preferible sellar las piezas con resina antes de su utilización. Este sellado permite a la vez mejorar el comportamiento mecánico de la piezas.
Prototipos funcionales
Son los que permiten realizar los correspondientes montajes de las piezas con todos sus componentes, y la comprobación mecánica de su funcionamiento. Actualmente la única tecnología de RP&M capaz de realizar dichos prototipos, es la Sinterización Selectiva por Láser:
- Selective Laser Sintering (SLS-DTM).
Es la tecnología por la que apostamos desde 1995 en Prototips Tecnics, siendo los primeros en España y terceros en el resto de Europa en implantar dicha tecnología. Este proceso une por fusión partículas de material en polvo entre sí, mediante la aportación de energía de una láser de CO2 de potencia media. Un haz láser es deflectado sobre la capa de polvo mediante espejos galvanométricos. La aportación de nuevas capas de material se efectúa mediante un mecanismo de pistones de alimentación, y un rodillo para extender una nueva capa uniforme de polvo a sinterizar. Los materiales que empleamos son generalmente las poliamidas, por lo que las características mecánicas de los prototipos son, en algunos casos, incluso mejores que las piezas posteriormente inyectadas. También podemos realizar los prototipos en policarbonato y true-form, materiales adecuados para realizar masters para la creación de moldes de silicona o microfusión (obteniendo por este sistema prototipos metálicos). Al utilizar polvo en lugar de líquido como hacen las otras tecnologías, no es necesario crear estructuras de soporte, con lo que se pueden "apilar" tridimensionalmente las piezas realizando a la vez varias piezas. Las dimensiones de la máquina, nos permiten realizar piezas de hasta 300X350 m/m en sólo 24 horas, y si las piezas son más grandes, se parten con los programas de CAD, y luego se unen perfectamente con adhesivos especiales quedando una pieza totalmente resistente.
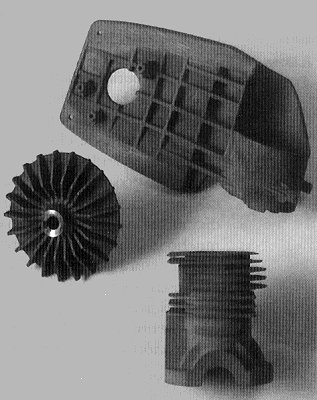 Figura 2
Figura 2
El true form es el material más novedoso de los empleados en sinterizado
Los prototipos realizados por esta técnica son mecánicamente resistentes, soportan temperaturas superiores a los 140 ºC y no les afectan las gasolinas ni los disolventes, permitiendo realizar depósitos totalmente estancos debido a su nula porosidad (la temperatura de trabajo durante la sinterización es superior a los 200ºC, por lo que las capas funden totalmente las unas con las otras). Si el prototipo lo requiere, éste se puede pulir, pintar, etc. para una finalidad estética del mismo, o utilizarlo como master para realizar moldes de silicona, etc.
Pre-series
Con todas estas tecnologías de RP&M, es factible realizar los primeros prototipos, pero en muchos casos éstos no son suficientes, y son necesarias pequeñas pre-series (20-30 piezas), para la realización de los cuales ya no tiene sentido aplicar técnicas RP&M. Estas pre-series las realizamos partiendo del master en sinterizado, previamente comprobado su perfecto funcionamiento, y habiendo dejado su superficie exterior perfectamente pulida. Con la ayuda de este master realizamos un molde de silicona en el cual inyectaremos a baja presión resinas de poliuretano. Todo este proceso lo realizamos en una cámara de vacío para que las piezas queden exentas de burbujas. Con esta tecnología obtenemos piezas en resina con un excelente acabado y con unas características mecánicas similares a la mayoría de plásticos, puesto que existe un amplio abanico de resinas a elegir (ABS, policarbonatos, gomas de diferentes durezas, etc.).
Junto con las técnicas de realización de moldes prototipo (ver texto destacado en este artículo) disponemos en definitiva, de todas las herramientas necesarias para facilitar al cliente lo que desea: desarrollo del producto, prototipos funcionales, prototipos estéticos, pre-series cortas, pre-series largas; y todo con la máxima calidad y rapidez, que son los requisitos necesarios actualmente para conseguir productos punteros en el mercado, y nuestra empresa está preparada para que las empresas de desarrollo puedan disponer de estos requisitos.
| Material | Utilidad | Area de trabajo | Tipo |
| Standard Nylon | Pieza grande | 250 x 350 mm | Prototipo funcional |
| Fine Nylon | Pieza pequeña y flexible | 200 x 300 mm | Prototipo funcional |
| Composite Nylon | Pieza pequeña y rígida | 200 x 300 mm | Prototipo funcional |
| Policarbonato | Master microfusión | 300 x 350 mm | Prototipo estético master |
| True form | Master moldes de silicona | 300 x 350 mm | Prototipo estético master |
Moldes prototipo
Cuando se requieren mayores cantidades de piezas (aprox. >100), o es necesario realizar los prototipos en el mismo material y con el mismo proceso de creación que la pieza final, es necesaria la realización de un molde prototipo para su posterior inyección. En los talleres de Prototips Tecnics se puede realizar mediante varias técnicas, dependiendo de la pieza, cantidades a inyectar, tipo de material, etc.
- Por sinterizado:
Con el mismo sistema que utilizamos para la realización de prototipos, se puede sinterizar polvo metálico creando la cavidad y el punzón del molde. Esta técnica está todavía en desarrollo, y actualmente se están estudiando 2 tipos de sinterizado:
- Indirecto; Ya está presente en el mercado. Se sinterizan partículas de metal rodeadas de un aglomerante plástico, obteniéndose lo que se llama una pieza en crudo. Esta pieza se introduce en un horno donde se elimina el polímero, se consolida el sinterizado metálico poroso y se infiltran los poros con cobre, con lo que se obtiene un molde metálico que pude acabarse con los métodos y herramientas tradicionales.
- Directo; se sinterizan igualmente partículas de metal rodeadas de un aglomerante plástico, pero a diferencia del método indirecto, no son necesarios los tratamientos posteriores, y una vez sale de la máquina de sinterizado, ya puede ser acabado de forma tradicional.
- Por proyección metálica:
Partiendo de un prototipo previo, podemos aplicarle una fina capa de 2-3 m/m de polvo metálico, obteniendo rápidamente un cascarón metálico de la cavidad y el punzón del molde. Luego se rellenan estos cascarones con metal de baja fusión, y ya podemos montarlos en un portamoldes convencional. Este sistema está especialmente indicado para piezas de geometría "abiertas", con pocos nervios, tetones, etc.
- Por mecanizado rápido de aluminio:
Tecnología mas versátil y que nos permite realizar la mayor parte de los moldes. Debido a la disponibilidad de las piezas en 3D, previamente realizada para la creación de los correspondientes prototipos, rápidamente creamos los programas de CAM y mecanizamos en aluminio la cavidad y punzón del molde, pudiendo inyectar grandes cantidades de piezas, y si es necesario, realizar los posibles cambios y/o mejoras en los moldes.
Xavier Clua
Director Dpto. Técnico
Prototips Tecnics



















")











