
Soldar grandes series por ultrasonidos
01/09/1996
Las herramientas de soldadura no tienen desgaste, de modo que es posible la producción automática de millones de piezas a bajo coste. Otras aplicaciones de los ultrasonidos incluyen la oclusión de piezas metálicas, el remachado y la combinación de termplásticos con materiales porosos.
La soldadura por ultrasonidos a 40 kHz es adecuada para la producción en serie, por ejemplo para luces traseras de automóvil, cassettes para película, monturas de diapositivas, estilográficas y bolígrafos. Las grandes piezas, como deflectores de aire para automóvil, se sueldan a 20 kHz. Se emplean otras frecuencias, como 15 kHz, para la soldadura de plásticos de ingeniería.
Los equipos de soldadura por ultrasonidos están constituidos principalmente por el generador, el convertidor piezoeléctrico y el sonotrodo. El generador convierte la corriente normal a 50-60 Hz para producir oscilaciones eléctricas de alta frecuencia, de 15 a 40 kHz. El convertidor piezoeléctrico cerámico convierte las oscilaciones eléctricas en oscilaciones mecánicas ultrasónicas. Y el sonotrodo transmite, por medio de un potenciador, las oscilaciones a las partes a soldar, que están fijadas entre éste y un yunque, produciéndose de este modo una fricción cuya energía se disipa en forma de calor y eleva la temperatura en el interfaz a la requerida para la soldadura entre 0,02 y 2 s.
La potencia máxima de los grandes equipos de ultrasonidos a 20 kHz es de 3 kW y la máquina más silenciosa a 40 kHz produce 1,5 kW. Sólo unos pocos materiales para el sonotrodo resisten las tensiones vibratorias durante períodos largos, como el titanio, posiblemente protegido por carburo. Se precisa una presión de 2 a 5 N/mm\b2 para asegurar que el sonotrodo no destruya el material al separarse de él. Para pequeñas series se utiliza también aluminio: ambos materiales combinan una buena rigidez con una baja densidad.
Los sonotrodos se fabrican de muchas formas y cada uno debe optimizarse cuidadosamente para asegurarse que su resonancia se produce de modo puramente axial y que la vibración es constante a través del área del sonotrodo en contacto con el plástico. Es esencial que se eviten resonancias adyacentes no axiales porque pueden interferir con el proceso de soldadura.
Mediante la soldadura de contacto o de campo próximo se sueldan tubos de envasado llenos, o productos similares, efectuando la soldadura de manera transversal con sonotrodos en forma de araña, independientemente de la naturaleza del material de llenado; sea polvo, pasta o fluído.
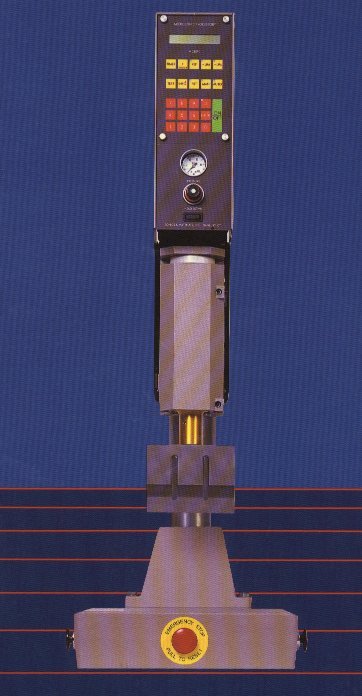 Figura 1 Los equipos más habituales están dispuestos en forma de prensa, incorporando en su parte superior el microprocesador y en la zona central el conjunto vibrados que incluye el generador, el convertidor piezoeléctrico y su potenciador y el sonotrodo
Figura 1 Los equipos más habituales están dispuestos en forma de prensa, incorporando en su parte superior el microprocesador y en la zona central el conjunto vibrados que incluye el generador, el convertidor piezoeléctrico y su potenciador y el sonotrodo El área de aplicación mayor es la soldadura remota. Las vibraciones se conducen desde sonotrodos a través de la parte adyacente del artículo para soldar bordes que están dispuestos para evitar el solapado de partes de soldadura fundidas. De este modo pueden soldarse a 40 kHz plásticos rígidos como PS, SAN, ABS, PMMA, POM, PC, PET/PBT y PA seco, y son además mutuamente soldables de manera parcial.
La presencia de cargas o fibras hace más dificil una soldadura impermeable. Existen diversos tipos de equipos, que habitualmente son de tipo estático en forma de prensa, pero se dispone también de aparatos manuales empleados básicamente para emplazar insertos, hacer blísterso soldar por puntos.
 Figura 2 La inserción automática de componentes, soldaduras en zonas precisas y otros trabajos se hacen con el complemento de mesas giratorias o de coordenadas que aseguran una buena precisión y repetitividad de la operación.
Figura 2 La inserción automática de componentes, soldaduras en zonas precisas y otros trabajos se hacen con el complemento de mesas giratorias o de coordenadas que aseguran una buena precisión y repetitividad de la operación. Procedimientos de diseño de los sonotrodos
Se entiende que cada tipo de soldadura implica el desarrollo de un sonotrodo específico para cada caso. En el pasado se utilizaba para este diseño, básicamente, la experiencia de los técnicos y la asimilación a casos parecidos, lo que hacía necesaria a menudo una iteración del diseño e incluso la necesidad de efectuar prototipos.
Muchos diseños utilizan ranuras que se mecanizan a través del sonotrodo para asegurar, variando su número y disposición, la resonancia del sonotrodo a la frecuencia deseada.
Estos ajustes permiten al ingeniero afinarel instrumento para producir un nivel más uniforme de vibración en la superficie de salida y obtener tanta separación como sea posible entre las frecuencias axiales deseadas y las nocivas de direcciones transversales. No siempre es posible obtener resultados satisfactorios con esta técnica y se hace necesario mecanizar un nuevo prototipo con una forma distinta que se presupone más satisfactoria.
Es comprensible que este procedimiento sea costoso y consuma mucho tiempo, sin una total garantía de que se obtenga una configuración óptima y de la forma más simplificada, puesto que el peso tiene importancia en el rendimiento del sonotrodo.
 Figura 3 Para las instalaciones de varios equipos de soldadura puede disponerse de comprobadores automáticos del estado de los circuitos, que funcionan sobre un PC, que sirve además para almacenar un número de programas de soldadura que exceda la capacidad disponible en el microprocesador.
Figura 3 Para las instalaciones de varios equipos de soldadura puede disponerse de comprobadores automáticos del estado de los circuitos, que funcionan sobre un PC, que sirve además para almacenar un número de programas de soldadura que exceda la capacidad disponible en el microprocesador. En los últimos años se han desarrollado programas CAD de diseño de los sonotrodos, basados en la experiencia previa recogida, que permiten un primer diseño más fiable de los sonotrodos, que deben afinarse finalmente por el procedimiento indicado. Un ejemplo de estos programas es el CARDde Sonics & Materialsque es particularmente útil para minimizar las tensiones en los sonotrodos, y diseñarlos con una capacidad y localización de nodo específica. El propio usuario puede utilizar el programa para diseñar sus sonotrodos sobre su PC.
En busca de soluciones menos empíricas, dos ingenieros de empresas distintas, Donald R. Culp, presidente de Krell Engineeringy Kevin OShea, de Branson Ultrasonics, han presentado recientemente documentos distintos, en ambos de los cuales se describe la puesta a punto de procedimientos de diseño basados en un análisis por elementos finitos que pueden utilizarse para reducir la carga de trabajo descrita antes como necesaria para la construcción de los sonotrodos.
El análisis FEA de un sonotrodo de aluminio de 5 pulgadas de lado (127 mm) diseñado para funcionar a 20 kHz y ampliamente utilizado en el ensamblado de plásticos ha demostrado que es propenso a la fatiga en los extremos de las ranuras. FEA es el úunico modo de verificar esta alta concentración de tensiones porque permite ver los niveles de tensión en el interior del sonotrodo, donde no pueden medirse.
Sistemas de control de los equipos
Cada fabricante ofrece diversas características para sus sistemas de control. Normalmente, este control se efectúa mediante un microprocesador que puede almacenar diversos programas de soldadura, incluso programables secuencialmente, y que puede conectarse a un PC para guardar los programas que no quepan en la memoria del microprocesador.
 Figura 4 Una nueva aplicación de los ultrasonidos es el corte de materiales plásticos y caucho con el sonotrodo Excalibur diseñado por Steckmann que produce cortes limpios y auto-sellantes, sin ondulaciones. La delgadez del corte limita la producción de polvo y la necesidad de sistemas extractores.
Figura 4 Una nueva aplicación de los ultrasonidos es el corte de materiales plásticos y caucho con el sonotrodo Excalibur diseñado por Steckmann que produce cortes limpios y auto-sellantes, sin ondulaciones. La delgadez del corte limita la producción de polvo y la necesidad de sistemas extractores. El sistema efectúa una serie de funciones de control de parámetros, como el calibrado del pulsado antes de cada soldadura, los controles de tiempos, carreras, velocidades y presiones infinitamente ajustables, regulación del convertidor y conexión a los periféricos que efectúan los movimientos adicionales, generalmente con aporte de aire comprimido.
Los equipos para insertos o soldaduras múltiples disponen además de mesas de coordenadas, controladas por el microprocesador, para garantizar la repetitividad y precisión de posicionamiento de cada operación.
Finalmente, la conexión a un PC permite un control de gestión de la operación, con medios para facilitar el control estadístico y de calidad.
Otros usos de los ultrasonidos
La vibración generada puede tener otros usos, como el propuesto por pimera vez en la K95por Ultrasonics Steckmannque, además de aparatos de soldadura, presentó su Excalibur, un sonotrodo diseñado para operaciones de corte, que puede cortar caucho de gran espesor con un mínimo consumo de energía, y que en el corte de plásticos presenta las ventajas adicionales de producir bordes limpios que quedan sellados inmediatamente. Otra utilidad es la de extraer residuos gruesos incluso antes del desmoldeo y de cortar rápidamente las tapas de la tuberia soplada. Este proceso, al limitar la generación de polvo, puede encontrar también una interesante aplicación en el corte de composites.
| El análisis por elementos finitos es el único modo de verificar la concentración de tensiones en el interior del sonotrodo, donde no pueden medirse. | Cada fabricante ofrece diversas características para sus sistemas de control. Normalmente, este control se efectúa mediante un microprocesador almacena diversos programas de soldadura. |
| Pocos materiales para el sonotrodo resisten las tensiones vibratorias durante períodos largos. Se utiliza el titanio protegido por carburo y también aluminio para series menores | Pueden soldarse a 40 kHz termoplásticos rígidos como PS, SAN, ABS, PMMA, POM, PC, PET/PBT y PA seco, que son parcialmente soldables entre sí. Las cargas dificultan una soldadura impermeable. |





























