
Máquinas de inyección con fuerza de cierre inferior a 400 t
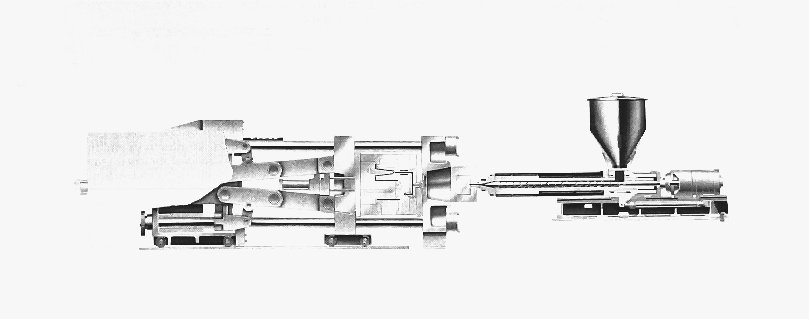 Figura 1 En esta ilustración de Margarit JSW pueden apreciarse los elementos constitutivos de las máquinas de inyección horizontales de cierre por rodillera, que son las más habituales en la gama de tamaños hasta 4.000 N. de fuerza de cierre. También se ilustran elementos especialmente diseñados por la firma fabricante, que presentan distintas alternativas en máquinas de otra producción, pero con el objetivo común de obtener la máxima precisión y fiabilidad.
Figura 1 En esta ilustración de Margarit JSW pueden apreciarse los elementos constitutivos de las máquinas de inyección horizontales de cierre por rodillera, que son las más habituales en la gama de tamaños hasta 4.000 N. de fuerza de cierre. También se ilustran elementos especialmente diseñados por la firma fabricante, que presentan distintas alternativas en máquinas de otra producción, pero con el objetivo común de obtener la máxima precisión y fiabilidad.
Las máquinas de inyección de fuerza de cierre inferior a 400 T cuentan con la mayor parte de los equipos de inyección existentes. Las diferencias estructurales con las máquinas mayores son muy limitadas, aunque puede hablarse, de momento, de que mientras las grandes máquinas están adoptando parcial o totalmente la motorización eléctrica, en las del tamaño de referencia continúa siendo mayoritaria la utilización de la motorización hidráulica.
En la tabla de esta página se ofrecen las características y productividad máxima y mínima de este tipo de máquinas que, dado que difícilmente pasan de 1,5 kg de material inyectado, no suelen tener distancias entre columnas mayores de 500 mm en cuadro.
Mientras las máquinas grandes se suelen utilizar para monopiezas de gran tamaño, en las máquinas pequeñas y medianas es frecuente que se produzca una multiplicidad de piezas por inyectada, por lo que existe una mayor variedad de tipos para adaptarse a requisitos concretos, al tiempo que la adopción de nuevos desarrollos y avances tecnológicos se produce en este campo.
Por otra parte, la menor diferencia de tamaños de moldes utilizados permite una oferta mayor de accesorios y elementos normalizados para estos equipos, que se introducen posteriormente en el campo de las grandes máquinas.
Diseño general y funciones
El inicio del moldeo por inyección puede datarse con exactitud, puesto que en 1872 J. W. Hyatt resolvió el problema de plastificar y conformar una mezcla de nitrocelulosa y alcanfor con su "máquina de empaquetar". Uhlmann definió en 1925 el proceso de moldeo por inyección como un método para formar cuerpos en moldes permenentes bajo presión. Las primeras máquinas eran de pistón y se accionaban a mano. En ellas contaba la habilidad del operador para aplicar las velocidades y fuerzas en cada tramo de la embolada que producían mejores piezas.
Las máquinas de inyección actuales están provistas de una bancada muy robusta, que puede ser modular, en la que un molde se fija en una placa en el lado más próximo a la unidad de plastificación y el otro en otra placa que es corredera sobre guías. Esta placa móvil es accionada generalmente por un mecanismo de rodillera cuya presión de cierre se soporta mediante columnas, aunque en los últimos años se han desarrollado máquinas (Engel) que las sustituyen por cartelas de chapa para dejar más acceso a los moldes.
Contactos suaves entre los moldes
En las máquinas grandes puede haber una almohadilla hidráulica para aplicar la presión de cierre al final de la carrera de las rodilleras, pero éste no suele ser el caso en las máquinas que nos ocupan. La geometría del sistema de rodillera permite una velocidad lenta en los extremos del recorrido combinada con una gran velocidad de carrera en la parte central de la misma. Con ello se evitan contactos bruscos entre los moldes al tiempo que el desmoldeo se inicia con suavidad.
La alimentación se efecúa mediante la unidad de plastificación, que incluye una tolva en la que se almacena la granza a transformar y alimenta la cámara de plastificación. El cuello de alimentación puede estar refrigerado para evitar que se caliente la granza almacenada.
La cámara de plastificación es un cilindro, desmontable mediante un giro lateral, que incorpora un tornillo con aletas de paso variable. Puede ser una cámara doble que trabaja con dos tornillos enfrentados co- o contrarrotantes. El giro del tornillo produce, por fricción, un calentamiento preciso de la masa de plástico que llega a la parte frontal en estado fundido y homogéneo. En algunos casos, resistencias eléctricas acopladas al exterior de la cámara aumentan el control de la temperatura del fundido.
Entre el extremo del tornillo y la boquilla de acceso al molde queda una cavidad con un volumen que se gradúa para adaptarlo al de la cavidad del molde. El tornillo, además del movimiento de giro, está dotado de una capacidad de traslación longitudinal y en el momento de inyectar empuja así hacia el molde la masa contenida en la cavidad. Ésta es ligeramente mayor que la del molde para permitir mantener después del llenado una presión que compense la eventual contracción del fundido al enfriarse en el molde.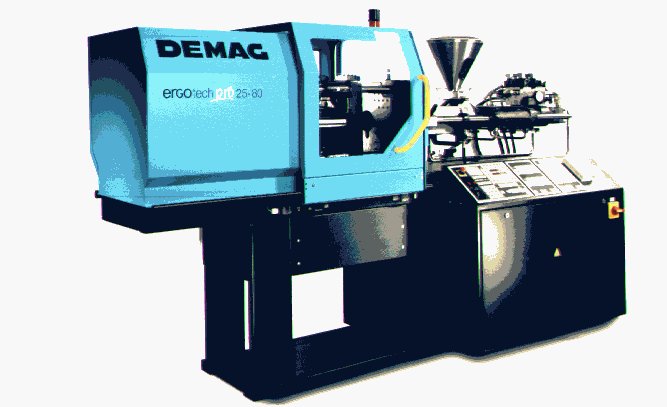 Figura 2 Mannesmann Demag (MDKT) ha añadido 3 máquinas a su serie Ergotech con dos pequeñas PRO de 250 y 350 kN y otra, de nueva presentación en la K'95 con una fuerza de cierre de 1.100 kN, muy flexible y con una distancia entre columnas de 450 mm en cuadro.
Figura 2 Mannesmann Demag (MDKT) ha añadido 3 máquinas a su serie Ergotech con dos pequeñas PRO de 250 y 350 kN y otra, de nueva presentación en la K'95 con una fuerza de cierre de 1.100 kN, muy flexible y con una distancia entre columnas de 450 mm en cuadro.
Procesadores de control
Para mantener los niveles correctos de temperatura tanto en el molde como en la cámara y en el aceite hidráulico, la máquina está dotada de un circuito de refrigeración y un intercambiador de calor. Los movimientos del tornillo y del sistema de rodilleras se efectúan mediante mando hidráulico con varias unidades de accionamiento y una o más unidades motrices.
Todos estos movimientos se controlan desde una unidad provista de un microprocesador, en el que se almacenan los parámetros de presión, velocidad y secuencias de movimiento, que se transmiten al equipo. Generalmente, estas unidades pueden almacenar los parámetros correspondientes a muchos o todos los moldes utilizados en la máquina, aunque condicionantes como distinta procedencia y características de las granzas pueden hacer necesarios ajustes iniciales
En función de la sensibilidad térmica de los materiales a moldear, pueden ser necesarios distintos tipos de tornillos y de sus relaciones longitud/diámetro. Las máquinas suelen equipar varias cámaras y tornillos intercambiables con este objeto.
Tipos de máquinas
La descripción precedente se refiere al tipo normal de máquinas de inyección, pero la variedad de requisitos exigidos hace que exista una gama diversificada adaptada a cada uno de ellos.
Entre los diversos tipos de máquinas de inyección cabe destacar:
- Máquinas para moldeo descentrado: algunas máquinas ofrecen la posibilidad de descentrar el punto de inyección mediante el pivotaje de la unidad de plastificación en un ángulo limitado o por desplazamiento lateral. Requieren adicionalmente una mayor abertura de la placa portamoldes fija.
- Inyección de multicomponentes: inicialmente empleada para moldear teclas para máquinas de escribir, la inyección multicomponente permite hoy la producción de moldeados compuestos por dos o más materiales. Pueden producirse piezas con dos o más colores, compuestos rígidos-blandos, conexiones no separables pero accionables, como en juguetería para que puedan moverse miembros de muñecos sin riesgo de que se desmonten y sean engullidos por el niño y, finalmente, moldeo en sandwich con dos o tres componentes.
Las máquinas pueden ser de diseño horizontal con la disposición en paralelo -o a un ángulo una con otra- de dos o más unidades de inyección. Puede necesitarse que uno de los moldes, además de moverse en la dirección longitudinal de cierre, gire para situar cada una de sus cavidades múltiples ante una a otra estación de inyección. También pueden moldearse materiales distintos con boquillas coaxiales.
Las máquinas de diseño vertical suelen tener de tres a cuatro unidades de inyección agrupadas alrededor de una unidad central de cierre vertical. Medio molde gira alrededor de un eje vertical y se presenta ante cada estación donde se cierra e inyecta el espacio libre. Estas secuencias múltiples permiten moldear, por ejemplo, luces posteriores de automóvil, generalmente en tres o cuatro colores.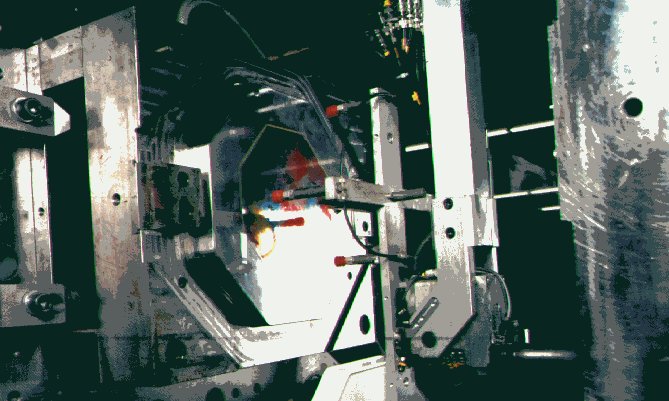 Figura 3 La decoración en el molde exige una preparación muy cuidadosa de los elementos de posicionamiento del elemento decorativo. Cualquier desplazamiento, ondulación u oclusión de aire detrás del laminado o elemento de decoración produce a una pieza irrecuperable.
Figura 3 La decoración en el molde exige una preparación muy cuidadosa de los elementos de posicionamiento del elemento decorativo. Cualquier desplazamiento, ondulación u oclusión de aire detrás del laminado o elemento de decoración produce a una pieza irrecuperable.
- máquinas de coinyección: una técnica distinta de la anterior permite producir piezas cuya superficie exterior es de un material distinto al interior, generalmente de menor calidad o recuperado, pero que quedan solidarios. En una primera fase se inyecta una cantidad del material que va al exterior que no llena el molde, sino que el frente de fundido es empujado por el material de la segunda unidad de inyección para que cubra la superficie, donde se enfría rápidamente y va formando una "piel" relativamente delgada, en tanto que el frente continúa progresando por la acción del segundo material.
Un exceso del material exterior es antieconómico y, si existe defecto, el segundo material aparece en superficie, de modo que las secuencias, presiones y temperaturas exigen un control riguroso. La disposición de las distintas unidades de inyección es similar a las expuestas anteriormente.
- Máquinas FiFo: el nombre es una abreviatura de first-in/first-out (primero en entrar/primero en salir) y describe un nuevo proceso en que se moldean simultáneamente dos componentes, uno detrás (físicamente) del otro. Se trata de un proceso secuencial en que el tornillo de plastificación envía a la cavidad frontal de la cámara el volumen deseado del primer componente y a continuación se retira dejando espacio para alimentar en la cavidad el segundo componente.
Se inyecta todo el fundido y el material se distribuye de modo que el segundo componente queda totalmente envuelto en el primero. Si se respeta la relación correcta de materiales se evita totalmente que se mezclen. Las máquinas convencionales pueden adaptarse para este proceso con un gasto menor que el de situar dos unidades de inyección.
- Inyección asistida por gas: popularizado de modo creciente, este sistema permite obtener moldeados huecos con una combinación de espesores de pared de distinto grosor. En lugar de un segundo componente, como en los casos anteriores, se inyecta primero una cantidad corta y definida de fundido y a continuación se inyecta un gas inerte que hace avanzar la masa de fundido, que forma una piel en contacto con las paredes frías del molde hasta recubrirlo totalmente.
El gas inyectado puede formar parte de la inyección y/o de la fase de mantenimiento de la presión. Se utiliza nitrógeno, a una presión de hasta 30 MPA, tanto por precio como por razones de seguridad, dado que el aire podría producir mezclas explosivas. La unidad de gas suele ser adaptable a todo tipo de máquinas y se ofrece independientemente.
 Figura 4 Una alternativa para la sobreinyeción decorativa es la que demuestra la rejilla del Ford Escort, que se fabrica por sobreinyección de un termoplástico técnico sobre la cara posterior de una lámina de PC (Makrofol de Bayer).
Figura 4 Una alternativa para la sobreinyeción decorativa es la que demuestra la rejilla del Ford Escort, que se fabrica por sobreinyección de un termoplástico técnico sobre la cara posterior de una lámina de PC (Makrofol de Bayer).
- Inyección con fundido pulsante: en algunas masas de moldeo, y muy especialmente en los LCP (polímeros de cristal líquido) y en los reforzados con fibras, las líneas de soldadura son mucho más débiles que el resto del moldeado. El tipo de molécula fuertemente lineal de los LCP hace que se comporte como el material reforzado con fibras. Tanto unas como otras no se solapan o rodean las zonas de unión de dos frentes de fundido, generándose líneas de soldadura frágiles.
Aplicando una presión pulsante de dirección contraria a la del frente de fundido, inmediatamente después de que se encuentren los dos frentes de fundido, se puede influir sobre las líneas de soldadura entremezclándolas. La maquinaria para este proceso se encuentra aún en fase de desarrollo.
Se han desarrollado otras técnicas para obtener este efecto, basadas en hacer pulsar alternativamente dos canales de inyección, y se cree que estarán disponibles comercialmente a corto plazo.
- Inyección a baja presión para estampado y decoración en el molde: en la estampación, la cavidad del molde se llena en dos fase, una primera parcial con el molde semiabierto que se cierra luego para hacer fluir la resina, o bien mediante el movimiento de uno o varios núcleos para generar la presión. Este sistema permite reducir la fuerza de cierre entre un 25 % y un 70 %, siendo crítica la relación entre longitud de la carrera de flujo y el espesor de pared.
Suelen ser necesarios controles separados para los dispositivos de generación de presión. Con esta maquinaria se han moldeado con éxito piezas de buen espesor utilizando plásticos recuperados mezclados.
La estampación es la base para el decorado en el molde por contrainyección. Para ello se sitúa en el molde la etiqueta, tejido o elemento que se pretende respaldar por inyección y se procede como se ha indicado anteriormente. La alimentación de tales elementos puede ser manual, mediante un marco de fijación o en contínuo a partir de película o tela en bobina.
- Inyección de pintura en el molde (IPT): este es el proceso más novedoso, desarrollado conjuntamente por Battenfeld, Rover y H. B. Fuller, del que el lector de Plásticos Universales encontrará una amplia descripción en el número 27/28 de la revista. Se trata de una variante de la coinyección en la que el primer material que se aplica es una pintura. El proceso se está desarrollando industrialmente en instalaciones de moldeadores seleccionados y controlados por los propietarios de la patente.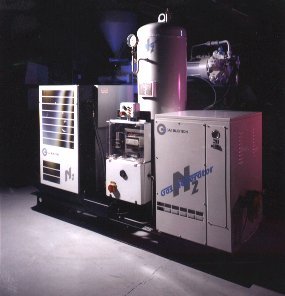 Figura 5 Los equipos para inyección de gas se hacen cada vez más simples y compactos. El Mini-Prep genera el nitrógeno, lo presuriza y recupera para reciclarlo, y puede adaptarse a los controles de cualquier máquina de inyección.
Figura 5 Los equipos para inyección de gas se hacen cada vez más simples y compactos. El Mini-Prep genera el nitrógeno, lo presuriza y recupera para reciclarlo, y puede adaptarse a los controles de cualquier máquina de inyección.
Controles sofisticados de las máquinas
Al ser el proceso más utilizado en la industria de plásticos, el moldeo por inyección dispone de herramientas informáticas muy sofisticadas que permiten la simulación de la mayor parte de sus fases. Sin embargo, quedan por integrar las primeras etapas del diseño de la pieza con el desarrollo de los moldes. El uso de la geometría en 3D para la descripción de la pieza y de la geometría del molde, en lugar de los elementos en 2D aún utilizados, puede ser clave para el desarrollo ulterior.
Deberá ser posible pronto utilizar una red FEM única para la fase de diseño de la pieza, del molde y la simulación de proceso. El acoplamiento de estas fases tendrá como resultado una reducción del tiempo de diseño, especialmente para el molde, y un mejor acuerdo entre la simulación y la práctica. Si pueden utilizarse los modelos para describir el proceso con suficiente exactitud, se harán accesibles efectos, como el de vórtice, las zonas de detención del flujo y de "jetting", que no lo son actualmente y podrán predecirse los parámetros de proceso con suficiente exactitud para transferirlos directamente a la máquina.
Cálculo de las características
Más lejano está un cálculo preciso de las características mecánicas de la pieza a partir de datos sobre orientaciones moleculares locales y grados de cristalinidad en cada zona, con la predicción de los grados de tensiones en cada parte de la pieza. Cuando se obtengan, podrán usarse para establecer a priori objetivos de aseguramiento de la calidad del producto.
El desarrollo en el campo de los sensores y en los sistemas de adquisición de datos y de su evaluación han contribuído a la monitorización total de la calidad de los moldeados, mediante la correlación empírica entre las condiciones de proceso y la calidad obtenida, demostrando que es factible la previsión hecha en el párrafo anterior.
Ya se han dado pasos para la optimización automática de los parámetros de proceso, permitiendo establecer por iteración las mejores condiciones para obtener la calidad deseada. La industria de la maquinaria de inyección avanza en la dirección de obtener equipos que sean muy simples de funcionamiento, pero con un alto grado de inteligencia instalada para coordinar y controlar sus parámetros y los de los equipos periféricos. Figura 6 Las máquinas de inyección verticales KAP 30V/40P están equipadas con un sistema de gestión de datos interactivo pilotado en una pantalla de color de alta resolución e incorpora mesas para diversos movimientos: giratorio, deslizante, en delta y otros.
Figura 6 Las máquinas de inyección verticales KAP 30V/40P están equipadas con un sistema de gestión de datos interactivo pilotado en una pantalla de color de alta resolución e incorpora mesas para diversos movimientos: giratorio, deslizante, en delta y otros.
La motorización servoeléctrica continuará incrementando su cuota de mercado. Se ha demostrado que las máquinas totalmente eléctricas no sólo permiten una reducción de ruidos y un ahorro de energía sino que pueden ofrecer una capacidad de reproducción comparable a la de las máquinas hidráulicas y velocidades aún mayores. Su precio se hará más accesible en la medida que aumente su demanda.
Es necesario extender la automatización del proceso tanto a la alimentación de la granza como a la extracción, transporte y paletizado de las piezas.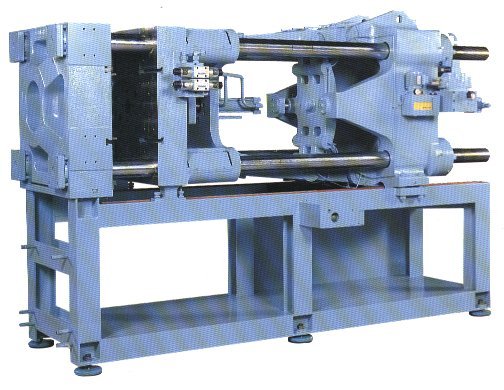 Figura 7 Los grupos de cierre a rodillera son los más frecuentes en las máquinas de tamaño medio/pequeño. En la ilustración, grupo de cierre con la rodillera totalmente extendida y parcialmente oculta por las columnas.
Figura 7 Los grupos de cierre a rodillera son los más frecuentes en las máquinas de tamaño medio/pequeño. En la ilustración, grupo de cierre con la rodillera totalmente extendida y parcialmente oculta por las columnas.
Procesos de inyección especiales
Durante los ultimos años se han industrializado una serie de novedades en el moldeo por inyección, que van desde los procesos como la inyección de metal o cerámica en polvo, el moldeo asistido por gas (GIT), la decoración o etiquetado en el molde o la coinyección a los conceptos modulares de construcción y los controles con un grado elevado de capacidad de adaptación y de reproducibilidad.
Todo ello será la base para la creación de más procesos adicionales. Sin embargo, esto dependerá del impulso de la demanda, con ideas de producto muy específicas, que hoy es difícil de predecir. Es probable que la técnica GIT se extienda hasta que casi todas las máquinas dispongan, junto a las conexiones de agua y aire comprimido, de líneas de nitrógeno, especialmente gracias a la reducción de distorsiones durante la fase de mantenimiento de la presión que proporciona esta técnica.
Muchos conocimientos adquiridos en el moldeo por inyección podrán transferirse a otros procesos, como el de RIM (Reaction Injection Moulding), con las modificaciones necesarias para tener en cuenta las reacciones químicas que tienen lugar en este proceso.
Ya en la pasada feria Plast'94 se presentaron procesos contínuos, monitorizados de modo que el operador podía controlarlos desde su domicilio en los turnos de noche, con un aviso y detención del proceso si se producía un fallo para que pudiese acudir a remediarlo. Este concepto podrá trasladarse al moldeo por inyección, incluyendo el control de un número múltiple de máquinas, cuando se complete la automatización y se conecten los procesadores de tales máquinas y de todos sus periféricos a una sola red.
|
Productividad de máquinas normales de inyección en el campo de fuerzas de cierre de 100-400 MP o T | ||||
|
Tamaño internacional | ||||
|
Volumen de barrido calculado |
cm3 |
200-2000 |
in3 |
12-120 |
|
Capacidad de inyección calculada para GPPS |
g |
200-2000 |
oz |
7-70 |
|
Capacidad de plastificación calculada para PS |
kg/h |
45-320 |
Ib/h |
100-700 |
|
Flujo máximo de inyección |
g/s |
100-1000 |
oz/s |
3,5-35 |
|
Tiempo de ciclo seco |
s |
3-10 |
s |
3-10 |
|
Presión máxima de inyección |
bar |
1000-2500 |
ton/ft2 |
100-2500 |
|
Juegos de diámetros de tornillo |
mm |
35/50-70/100 |
in |
1,4/2,5-2,8/3,9 |
|
Velocidad máxima de tornillo |
min-1 |
200-300 |
min-1 |
200-300 |
|
Abertura máxima libre |
cm |
25-150 |
in |
10-60 |
|
Campo prático de volumen de inyectada |
g |
100-1500 |
oz |
3,5-53 |
|
Las máquinas grandes se utilizan para monopiezas de gran tamaño, pero es frecuente que se produzca una multiplicidad de piezas por inyectada |
Las primeras máquinas eran de pistón y se accionaban a mano, contando con la habilidad del operador para aplicar las mejores velocidades y fuerzas en cada tramo de la embolada |
La geometría del sistema de rodillera produce una gama de velocidades que permite un cierre rápido pero evita contactos bruscos entre los moldes e inicia el desmoldeo con suavidad |
En el microprocesador se generan los parámetros de presión, velocidad y secuencias de movimiento que se transmiten al equipo y se almacenan los de cada molde utilizado en la máquina |
La sensibilidad térmica de los materiales a moldear hacen necesarios distintos tipos de tornillos y de sus relaciones longitud/diámetro, disponiéndose de conjuntos intercambiables |
La industria de la maquinaria de inyección avanza en la dirección de obtener equipos que sean muy simples de funcionamiento, pero con un alto grado de inteligencia instalada |











")



















