Los sistemas láser deben utilizarse al 100% de su capacidad para obtener la máxima rentabilidad. En consecuencia, deben evitarse las pérdidas de potencia, las paradas del sistema láser, la baja productividad y obtener una calidad del producto por debajo del estándar. En todos estos aspectos, los gases juegan un papel crucial. Los láser de CO2 y de Nd:YAG se emplean en un gran número de aplicaciones, entre ellas, el corte, la soldadura y el tratamiento de superficies.
Tanto los láseres como los procesos láser consumen gases. En el caso de los de CO2, el gas es necesario para generar el haz. Por otro lado, se utilizan gases para presurizar la trayectoria del haz y la cabina con el fin de evitar la presencia de contaminantes que puedan modificar el modo del haz o la formación de capas en los espejos. Los gases de aportación durante los procesos de corte y soldadura modifican los efectos del haz láser en el material que se trabaja.
Para hacer funcionar los láseres con la máxima potencia de salida y una calidad del haz estable hacen falta gases de alta calidad. Un sistema de suministro de gases debe ser capaz de hacer llegar el gas al láser sin que la calidad del mismo se degrade por el camino.
La rentabilidad de las operaciones láser está muy influida por los gases de asistencia elegidos para las operaciones de corte y soldadura. El oxígeno de gran pureza, por ejemplo, proporciona una velocidad y una gran calidad de corte al trabajar el acero. En cambio, cuando se corta acero inoxidable debe evitarse la oxidación de la superficie cortada para mantener la resistencia a la corrosión. En este caso, la mejor elección será la utilización de nitrógeno a alta presión, sin prácticamente ninguna impureza de oxígeno.
Para la soldadura láser se utilizan el helio y las combinaciones de argón y helio. El argón protege el metal y el helio se necesita para controlar la formación de plasma en soldadura con láser de CO2. Para soldar con láseres de Nd:YAG se recomienda el uso de argón. Algunas aplicaciones especiales precisan de otras mezclas de gases.
Impurezas de vapor de agua medidas en tubos de plástico y de acero inoxidable después de limpiarlas con helio de alta pureza
Gases usados en los láseres de gas
La pureza especificada por los fabricantes para los láseres de CO2, en relación a los gases empleados (helio, nitrógeno y dióxido de carbono) y con el fin de garantizar la fiabilidad y las prestaciones de sus equipos, es siempre muy elevada. Sin embargo, que los gases suministrados en bombonas sean de alta pureza no garantiza que el gas que llega al resonador sea igualmente puro.
Al sustituir una bombona se abre la conexión y las tuberías están expuestas a la atmósfera y la humedad, con lo que el polvo y varios hidrocarburos pueden penetrar en el sistema. Los reguladores de presión utilizados normalmente no son estancos al 100% ni tampoco lo son las tuberías (especialmente las de plástico, en menor medida en el caso del polietileno). Las tuberías de metal no deben tener ningún tipo de grasa o aceite, y tienen que haber sido soldadas de forma profesional.
Alojamiento del láser
Las impurezas en los gases del láser afectan la generación del haz. Las impurezas en el alojamiento afectan la forma en que el haz llega al material que se mecaniza. Los gases presentes en el aire ambiente hacen que una parte de la energía del haz sea absorbida. Esto provoca un cambio de la densidad del gas, y en consecuencia el haz pierde una parte de su coherencia. Es el efecto determinado thermal blooming. Las impurezas permisibles dependen del perfil y la intensidad del haz. En la mayoría de aplicaciones, el nitrógeno usado para corte láser también es el adecuado para proteger el alojamiento del láser.
Corte láser
El proceso de corte se caracteriza por un haz que funde el material de la pieza que se mecaniza y de un chorro de gas que elimina el material fundido. Si no se desea que ocurran reacciones químicas en el punto de corte, se utiliza un gas no reactivo como el argón o el nitrógeno. En cambio, el oxígeno reacciona exotérmicamente con la mayoría de los materiales, con lo que se genera un calor extra, que permite cortar más rápido y a piezas de mayor grosos. Para materiales como el titanio y el zirconio, que reaccionan con el oxígeno y el nitrógeno, se utilizan argón y mezclas de argón y helio.
Velocidad de corte en función de la pureza del oxígeno
(800 W, 1 mm, 3 bar)
Corte láser con oxígeno
La mayor parte de aplicaciones de corte láser se refieren a la chapa de acero dulce. El frecuente uso de oxígeno permite obtener altas velocidades de corte y calidades excelentes.
La pureza del oxígeno de corte afecta directamente la calidad y productividad del resultado. El requisito mínimo es de una pureza del 99,7%. La figura 2 nos muestra que una mayor pureza permite una mayor velocidad de corte.
Es posible cortar acero inoxidable y aluminio con oxígeno, aunque las superficies obtenidas son bastas. El acero inoxidable pierde sus cualidades de resistencia a la corrosión, mientras que el aluminio reacciona con violencia con el oxígeno.
Corte láser con nitrógeno
Si se requiere el corte de acero inoxidable sin que se pierda su resistencia a la corrosión o se altere la composición de la superficie cortada, se necesita utilizar nitrógeno. La velocidad de corte es menor que al utilizar oxígeno, y ademá la presión de gas necesaria para eliminar el material se incrementa hasta una presión de 10 bar o mayor.
La figura 3 nos muestra el efecto de las impurezas de oxígeno, incluso cuando están presentes en cantidades muy pequeñas. La superficie cortada cambia su color y la resistencia a la corrosión se debilita. En consecuencia, el contenido de oxígeno debe estar por debajo de 20 ppm para evitar problemas.
Soldadura láser
Los gases usados en soldadura deben cumplir simultáneamente varios requisitos: proteger al metal fundido de la atmósfera, controlar la formación de plasma, proteger las ópticas del humo y las salpicaduras, afinado de las propiedades del material. Estos requisitos son los mismos tanto si se suelda con láser de CO2 o Nd:YAG, con excepción del control de la formación de plasma.
Cambio de color de la superficie cortada en función de la presencia de impurezas de oxígeno en el nitrógeno usado como gas de corte (AISI 304, 3 mm, 1,5 kW, presión de gas: 15 bar)
Formación de plasma
Durante la soldadura láser de alta potencia, se forma un agujero que permite al haz láser penetrar profundamente en el metal. Esta zona se llena con metal en estado vapor, átomos ionizados y electrones (es decir, plasma). Este plasma facilita la transferencia de energía entre el haz láser y el material (ver figura 4).
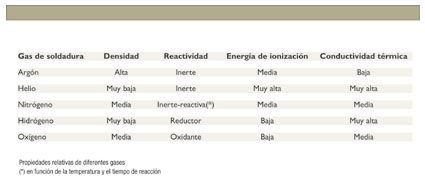
Durante la soldadura láser de alta potencia este plasma puede absorber mucha energía del haz, e impedir la soldadura. Los gases del ambiente y los de soldadura pueden reducir o aumentar la formación de plasma. Este efecto es especialmente crítico para la longitud de onda del haz CO2 y afecta muy poco al haz Nd:YAG. La tabla 1 resume las propiedades relativas de diferentes gases. El helio no es reactivo, pero reduce o suprime la formación de plasma porque tiene una energía de ionización elevada y un peso atómico pequeño. Por ello, es el mejor gas para controlar el plasma.
La elección del gas de soldadura ademado depende de diferentes factores, por ejemplo el tipo de boquilla de soldadura, coaxial o Plasma Jet, la potencia e intensidad del láser, el grosor del material y los requisitos de calidad. Una mezcla de argón como gas protector y de helio para control del plasma se utiliza con frecuencia al soldar con CO2. En primera aproximación, a mayor potencia y menor velocidad de corte, mayor cantidad de helio es necesaria.
Afinado de las propiedades del material
Aplicaciones especiales necesitan de gases especiales. El acero inoxidable puede soldarse con argón e hidrógeno si la potencia del láser no es muy elevada o el material no es muy grueso. El hidrógeno es hasta cierto punto eficaz en el control de la formación de plasma a causa de su bajo peso atómico y alta conductividad térmica.
Otra aplicación es la soldadura de los denominados tailored blanks, que combinan materiales de diferentes espesores para proporcionar resistencia allí donde se necesita mientras se reduce el peso allí donde la resistencia no es clave. Los tailored blanks pueden constituir, por ejemplo, la puerta de un automóvil. Las planchas están zincadas, lo que hace difícil su soldadura. Además, sufrirán deformaciones profundas durante su prensado o plegado después de haber sido soldadas, lo que implica un fuerte desgaste de los moldes. Para reducirlo, a la vez que se aumenta la calidad de la soldadura, se utiliza una mezcla de gases compuesta de argón y helio, junto con CO2.
Conclusiones
El gas puro del que se dispone en las bombonas no debe contaminarse en su camino al resonador. La atmósfera en el alojamiento del láser debe estar libre de impurezas para evitar efectos indeseados sobre el haz. Durante el corte láser la velocidad y la calidad se ven afectadas por los gases de aportación.
El conocimiento de la soldadura láser no ha llegado todavía al mismo punto que el corte, sin embargo, la influencia de los gases es también notable, tal como se aprecia en el caso de los tailored blanks. Y el número de ejemplos no hará sino crecer.
Responsable: Interempresas Media, S.L.U. Finalidades: Suscripción a nuestra(s) newsletter(s). Gestión de cuenta de usuario. Envío de emails relacionados con la misma o relativos a intereses similares o asociados.Conservación: mientras dure la relación con Ud., o mientras sea necesario para llevar a cabo las finalidades especificadasCesión: Los datos pueden cederse a otras empresas del grupo por motivos de gestión interna.Derechos: Acceso, rectificación, oposición, supresión, portabilidad, limitación del tratatamiento y decisiones automatizadas: contacte con nuestro DPD. Si considera que el tratamiento no se ajusta a la normativa vigente, puede presentar reclamación ante la AEPD. Más información: Política de Protección de Datos
Las empresas deben ver que estamos en un sector tecnológico y suficientemente sofisticado donde el valor añadido y el contacto directo con el cliente es muy importante


")