Actualmente existen dos tipos de programación en las máquinas de control numérico: la programación a pie de máquina y la programación CAD/CAM .Dependiendo del tipo de aplicación es conveniente utilizar uno u otro.
La programación a pie de maquina se utiliza cuando las operaciones a realizar en la pieza no son demasiado complejas. Generalmente se trata de geometrías 2D o 2D y 1\2 del tipo cajeros, agujeros o perfiles en repetición en Z. Es una programación utilizada en empresas dedicadas a la fabricación de piezas de producción o a elementos portamoldes que, como ya se ha señalado, en su gran mayoría no requieren operaciones complejas.
La programación CAD/CAM se utiliza cuando las geometrías son más complicadas y cuando la pieza ya es una figura con definiciones en 3D. Es la programación empleada en los talleres de moldes y matrices.
Durante los primeros años de existencia del control numérico la única programación posible era la que se realizaba a pie de máquina, directamente al control numérico. Pero el paso siguiente a la aparición de este fue impulsar la creación i desarrollo de una programación exterior que fuera más ágil y rápida a la vez que ofreciese posibilidades de programación difícilmente de conseguir desde el mismo control.
En principio la programación desde el control consistía en unos códigos u ordenes que indicaban a la máquina cual era la trayectoria que debía seguir para ejecutar la mecanización. Esta programación todavía se continua utilizando pero desde hace unos años se esta desarrollando un nuevo tipo de programación más cercana a la idea del CAD/CAM. Se trata de una programación más gráfica, sencilla e inmediata. Es la llamada programación Conversacional o Asistida (el nombre no es genérico y varia según el fabricante de control numérico).
La programación CAD/CAM fue concebida desde su inicio como una programación grafica . El programador no ha de saber que códigos necesita la máquina para moverse. Es una programación más intuitiva porque se está viendo la pieza gráficamente. Con esto no decimos que sea una programación sencilla, especialmente si se habla de programación de mecanización de alta velocidad. Pero la gestión de las tres dimensiones es mucho más simple para el usuario en el caso la programación CAD/CAM que en la programación a pie de máquina, que en muchos casos es poco menos que imposible. Por otro lado, el desarrollo continuo de los programas CAD/CAM y de los mismos equipos informáticos ofrecen actualmente un amplio abanico de programas disponibles, incluso orientados a aplicaciones específicas, y cada vez más sencillos de utilizar.
La presencia del los CAD/CAM propicio la aparición de la figura del programador en los talleres de mecanización. Debido a la dificultad en la utilización de estos sistemas de programación, el trabajo de mecanización en la máquina paso a ser compartida por dos figuras diferenciadas en la mayoría de talleres: el operario y el programador. Actualmente la tendencia es suprimir esta diferenciación y acercar la programación al operario o acercar la máquina al programador, de manera que sea una sola persona la que haga trabajar la máquina. Esto se esta consiguiendo como ya se ha dicho con nuevas generaciones de CAD/CAM más sencillas en cuanto a su utilización y más rápidas. Incluso hay máquinas que incorporan el CAD/CAM como sistema de programación interno de la propia máquina.
Se intentará hacer un análisis en las siguientes páginas de cuales son las consideraciones a tener en cuenta a la hora de hacer un programa desde el CAD/CAM. No se describirá la programación a pie de máquina por los siguientes dos motivos: El primero es que la codificación de esta programación está suficientemente documentada y depende de cada control particular. No se pretende que este tema sea un manual de programación ISO. No es necesario. El segundo es que las trayectorias de la herramienta correctas para la mecanización de alta velocidad se describirán dentro del análisis de la programación CAD/CAM y pueden ser extensibles a la programación a pie de máquina.
1.- LA PROGRAMACION CAD/CAM
En el momento de hacer un programa CAD/CAM se ha de tener siempre presente la idea ya descrita en el capitulo 5: se ha de intentar que las condiciones de corte en la herramienta sean siempre lo más constantes posibles . Esto es especialmente relevante si se están mecanizando materiales especialmente duros. Si no fuera así, se tendría una vida más corta de la herramienta un rompimiento prematuro además de unos malos resultados en la pieza (por ejemplo en la calidad del acabado).
También hay que recordar que se intenta que las máquinas trabajen de manera automática sin que nadie las tenga que estar controlando permanentemente. Esto implicara en la mayoría de los casos programas muy largos con cambios de herramienta incluido. ES fundamental saber conservar las herramientas, conocer sus tiempos de vida y no permitir que se rompan. EL rompimiento de una herramienta que ocupa uno de los primeros lugares en el orden de mecanización comporta casi siempre automáticamente el rompimiento de muchas de las herramientas que van detrás . No hace falta decir el coste que podría tener un echo como este en horas de máquina perdidas, en costo económico directo en las propias herramientas, de la pieza y hasta de la propia máquina.
Como ya se ha dicho anteriormente, los sistemas de programación CAD/CAM intentan ser cada vez más potentes y más sencillos de utilizar. Esto es verdad sobre todo en lo que se refiere a programación tradicional. La mecanización de alta velocidad, especialmente en materiales duros, no está todavía suficientemente resuelta para ningún o casi ningún sistema de CAD/CAM. Hay sistemas más potentes que otros pero en general no hay ninguno que sea suficientemente ágil si se compara con la mecanización tradicional . Las trayectorias de la herramienta en la mecanización de alta velocidad son muy exigentes y generalmente difíciles de conseguir con los sistemas actuales . No queremos decir que sea imposible ya que se están haciendo programas de alta velocidad y se están haciendo con los sistemas actuales. Pero en estos momentos esta dificultad de programación comporta tiempos de programación mucho más elevados que la programación tradicional.
La mecanización de alta velocidad es un compromiso que se ha de tomar teniendo en cuenta los siguientes factores: tiempo necesario para la programación, coste de las herramientas, tiempos de mecanización ( o lo que es lo mismo, coste de la hora de máquina) y calidad en los resultados deseados.
La secuencia de operaciones a programar ha de ser : Desbastes, semiacabados y acabados. Las tres han de ser consideradas con la misma importancia.
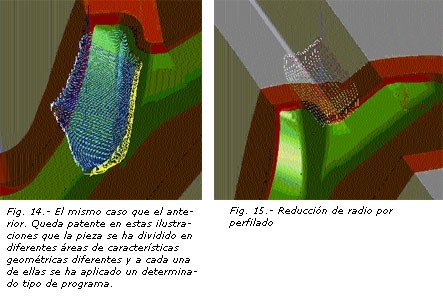
Es importante asumir el concepto de que en mecanización de alta velocidad la pieza a mecanizar se ha de entender como un conjunto de áreas diferenciadas y no como un área general. Las piezas pueden tener diferente zonas con características geométricas totalmente diferentes. Estas se han de tratar de manera totalmente independiente a la hora de hacer el programa . Es habitual entonces desbastar, semiacabar y acabar parte de una determinada pieza cuando todavía ni se han tocado otras partes que se mecanizarán después con programas y herramientas totalmente diferentes. Esta visión es relativamente nueva ya que tradicionalmente se han intentado mecanizar las piezas entendiéndolas como una sola: se a hecho un desbaste general, a veces un semiacabado general y posteriormente un acabado también general.
A continuación se hará una descripción teórica de la consideraciones que se han de tener a la hora de hacer el programa. Hay que decir que estas consideraciones teóricas son el resultado de una experiencia práctica. Se pretende que estas consideraciones sean un patrón que se seguirá más o menos en cada caso en función del compromiso descrito.
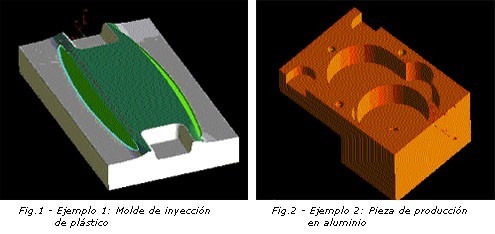
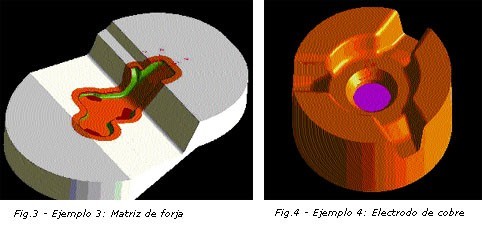
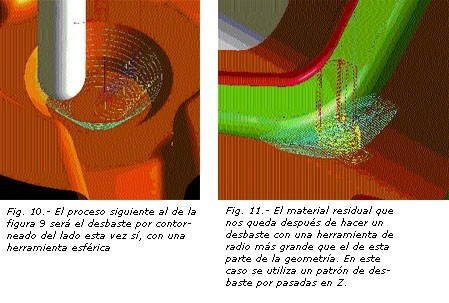
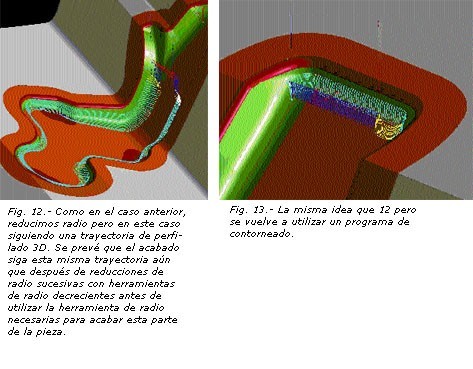
Se utilizarán durante este capitulo figuras ilustrativas para hacer la explicación más entretenida . Estas serán partes de programa elaborado para la mecanización de 4 tipos piezas diferentes: un molde de inyección de plástico, una pieza de aluminio, una matriz de forjado en caliente y un electrodo de cobre.
Nota : en todas las figuras que se expondrán a continuación se representan el recorrido de la herramienta con el siguiente criterio de colores.
Color azul cielo: Trayectoria de corte de la herramienta
Color azul marino: Movimientos de aproximación y retirada del material
Color amarillo: Movimientos de entrada al corte
Color blanco: Movimientos de salida del material
Color verde: Radios de unión para suavizar los cambios de dirección bruscos en la trayectoria de la herramienta
Color rojo con trazada discontinua : Movimientos en rápido.
1.1 El desbaste
1.1.1 Función
Básicamente la función del desbaste es la de extraer la mayor cantidad de material posible de un bloque o sobrante inicial a efecto de que la cantidad de material restante para el semiacabado y el acabado se pueda mecanizar en el mínimo tiempo posible y con las condiciones más favorables para la herramienta.
1.1.2 Herramienta a elegir
No hay una regla fija que permita parametrizar cual es la mejor herramienta para cada pieza o programa. La elección de la herramienta (o herramientas) será subjetiva y responderá a la estrategia del programador.
Es evidente que si el diámetro de la herramienta es grande se dispondrá de una gran capacidad de extracción de material por unidad de tiempo y el desbaste será más rápido. Pero también es cierto que contra más grande es la herramienta, más difícil lo tiene para acceder a ciertas zonas de geometría de la pieza que serian fácilmente asequibles para una herramienta de diámetro más pequeño
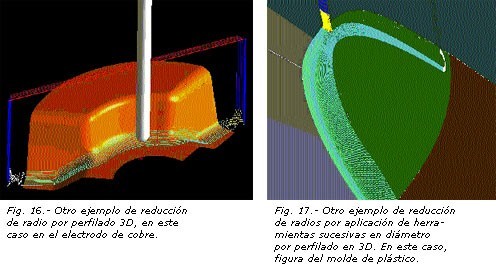
A partir de ahora, a estas zonas de material que una determinada herramienta no ha podido cortar por culpa de sus dimensiones y las de la pieza las denominaremos restos de material. Si el material a mecanizar es exigente respecto a las condiciones de corte estas zonas de restos de material se convierten en un verdadero problema para las herramientas posteriores ha la que ha de realizar el desbaste. Estas herramientas acostumbran a ser más pequeñas y el CAD/CAM le posibilita el acceso a esas zonas donde no había podido llegar la herramienta de desbaste. En muchos casos, la diferencia entre los diámetros es demasiado grande y las condiciones de corte son tan exigentes que la herramienta posterior padece demasiado en estas zonas porque encuentra demasiada cantidad de material. Las consecuencias van desde el desgaste prematuro de la herramienta hasta su ruptura.
Se introduce entonces un nuevo paso en la secuencia de mecanización: el tratamiento de los restos del material o semidesbaste. En estos momentos solamente algunos CAD/CAM disponen de la detección automática y del tratamiento de estas zonas. Será entonces el programador el que tendrá que ver en qué zonas de la pieza pueden haber problemas de exceso de material en función de la herramienta escogida por el desbaste. Estas zonas se tendrán que mecanizar específicamente para que no sean perjudiciales para posteriores herramientas de semiacabado.
Así entonces, las herramientas escogidas serán las que permitan mecanizar el más rápido posible la máxima cantidad de material (dejando por lo tanto menos zonas de resto de material). Será el programador en función de su experiencia y su necesidad el que se decantará por una herramienta más o menos grande y aplicará posteriormente más o menos programas de tratamiento del material sobrante.
Fig. 5.- Desbaste por pasadas en el electrodo de cobre.
La geometría de la herramienta vendrá determinada por la pieza y por el material a mecanizar. Se pueden utilizar platos de plaquetas, herramientas esféricas o herramientas planas. Lo más importante es escoger la herramienta que permitirá realizar el desbasto con las condiciones más adecuadas en cada caso, como se ha descrito anteriormente y respectando las especificaciones de corte de cada tipo de herramienta.
Un factor también a tener en cuenta es la vida de la herramienta. Cuanto más pequeña sea la herramienta escogida, más largo será el tiempo que se tendrá que trabajar. Por lo tanto se tendrá que prever su vida con el fin de cambiarla cuando deje de ser efectiva.
1.1.3 Trayectorias de la herramienta
El desbasto por capas en Z es la opción más sencilla i más resuelta por las sistemas de CAM actuales. Sin ninguna duda es ahora la opción más valida y a no ser que la pieza tenga una geometría muy especial, es la mejor solución.
Hay que realizar ciertas consideraciones en el momento de aplicar este tipo de trayectoria:
En primer lugar se ha de ser consecuente con las condiciones de corte que se escogen. Estas vendrán determinadas básicamente por la herramienta pero a veces estas condiciones de corte se modifican en el momento de hacer el programa. No nos referimos aquí al avance y revoluciones de la herramienta (aunque a veces estos parámetros también se modifican) si no a los pasos de corte: en Z (Ap) y en X Y (Ae).
Consideraciones de herramienta aparte, hay que recordar que cuanto más grandes sean los incrementos en Z y laterales, más posibilidades parecen de tener más material residual en forma de crestas de mecanización ya que los peldaños (en el caso de una pared inclinada, por ejemplo) serán más grandes. Es habitual en muchos casos, reducir estos pasos laterales y en Z a fin de reducir estos peldaños.
En segundo lugar, hay dos puntos muy importantes a la hora de mantener la carga de la herramienta constante:
a) Las entradas y salidas al material. Se ha de intentar que sean lo más suaves posible. Se ha de utilizar, en la medida que nuestro sistema nos lo permita, las entradas tangenciales y helicoidales. No son convenientes las entradas directas en Z en el material porque comportan un cambio brusco en la carga. No se comporta de la misma manera una herramienta si se hace trabajar como una broca que si se la hace trabajar lateralmente: el momento del cambio de dirección de forma brusca acostumbra a ser fatal para la herramienta. Entendemos de todas maneras que la mayoría de herramientas no pueden trabajar como si fueran brocas, especialmente la mayoría de platos de plaquetas. Se ha de intentar hacer los incrementos a Z fuera del material y que la toma de contacto de la herramienta con este sigan en trayectorias tangenciales. Cuando esto no sea posible y se halla de entrar directamente en el material, se utilizaran trayectorias tipo rampa o helicoidales. Los ángulos de entrada variaran según los tipos de herramienta y el material a mecanizar. Poniendo un ejemplo, en materiales duros (más de 45 HRC) se acostumbran a utilizar ángulos de entrada de 2 a 5 grados ya sean trayectorias helicoidales o en rampa. Ver figuras 6 y 7.
b) Los cambios de dirección bruscos dentro del mismo material. Se han de evitar en la medida de la posible y se han de suavizar mediante radios. Normalmente los sistemas de CAM ya ofrecen esta opción. Permiten escoger si se quieren esquinas vivas en el recorrido de la herramienta o si se quieren suavizar con radios determinados. Sobre todo para los materiales duros, esto es fundamental, las esquinas vivas provocan un desgaste prematuro de la herramienta y microrroturas progresivas. Los valores de los radios de suavización dependerán de la geometría de la herramienta y del material. Ver figuras 6 y 7
c) Hay que recordar también que para materiales duros es fundamental que la herramienta trabaje en contra del corte. Se han de analizar detenidamente los programas de desbaste y se ha de asegurar que esta condición se cumple en la mayor parte del recorrido de la herramienta que sea posible. Es casi imposible encontrar actualmente un sistema de CAM en el mercado que garantice que sus trayectorias de desbaste cumplan esta condición (si se especifica a la hora de hacer el programa) en el 100% del tiempo en que la herramienta esta trabajando, pero se ha de intentar programar una trayectoria de desbaste que cumpla al máximo esta condición. Esto a veces es difícil debido a la geometría de la pieza y se habría de prever, si el programa no esta muy conseguido en este aspecto, una vida de la herramienta menor.
1.1.4 Sobrante o stock de material
El sobrante es el espesor de material respecto a la superficie final que se obtiene después de la ejecución de un programa. Es un espesor constante en todas las superficies que ha mecanizado el programa y no se ha confundir con el concepto de resto de material.
Es difícil cuantificar cual es el valor de sobrante de material más correcto para cada pieza. Pero para hacerlo se han de tener en cuenta diversos factores: dimensiones de la pieza, herramienta empleada, herramientas que se emplearan posteriormente y material a mecanizar. La precisión dimensional que se quiere conseguir y la precisión que la máquina puede garantizar son también dos factores a tener en cuenta a la hora de escoger este valor.
Se puede considerar para materiales duros por ejemplo, se sobrantes de desbaste de 0.2 o hasta 0.1 son bastante habituales si se trabaja con herramientas esféricas de diámetros comprendidos entre 16 y 1 mm para un tamaño de pieza mediano ó pequeño.
Si las piezas son más grandes se acostumbra a trabajar con sobrantes también más grandes hasta un orden de milímetros.
En el caso del aluminio los sobrantes acostumbran a ser también grandes aunque el tamaño de las piezas sea pequeño. como ya se ha explicado en el capítulo 5, el aluminio es un material para ser arrancado.
1.1.5 Tolerancias de cálculo.
Se define la tolerancia de cálculo del sistema de programación como la desviación máxima que hay entre la trayectoria teórica definida por la geometría de la pieza y la trayectoria calculada por el sistema CAM (o sea el programa) que se enviara a la máquina.
Uno de los factores clave para considerar un control como de alta velocidad es que este ha de ser rápido en capacidad de lectura y procesado y también en dirección de la máquina.
Como norma general se puede decir que los programas para mecanización de alta velocidad acostumbran a ser largos en tamaño, es decir, tienen mucha densidad de información. Los programas 3D acostumbran a ser lo que denomina nube de puntos: para definir la trayectoria de la herramienta, se le da a la máquina punto por punto todos los puntos de paso, sin ningún tipo de compactación como son los códigos G2 y G3. Si la cualidad superficial se quiere conseguir y la precisión han de ser buenas, la desviación de la trayectoria seguida por la máquina respecto la geometría teórica ha de ser pequeña. Si la trayectoria programada que se le da a la máquina no es más que una discretización por puntos de la teórica que se ve en la pantalla de nuestro sistema de programación y se quieren conseguir resultados exigentes, esta discretización tendrá que ser lo más precisa posible. Esto equivale a dar más puntos por la misma distancia lineal de trayectoria, o lo que es lo mismo, aumentar la densidad de información. Esta información no es tan cierta en programas de 2D, 2D y 1¼2 en algunos casos de Desbastes en Z. Esto es debido a que, en estos casos, las trayectorias de una herramienta se definen con códigos de Corba (generalmente G2 y G3) además con códigos de línea recta que nos ahorran mucho espacio en definición (a parte de que son una mejor definición en si de la trayectoria).
Fig. 8.- Desbaste con una única pasada en Z con una herramienta toroidal
Fig. 9.- Como en el caso anterior, desbaste con una herramienta plana o toroidal. Al contrario de la fresa esférica, la herramienta plana trabaja mejor con mucha pasada en profundidad y poca lateral. En esta figura se puede ver una entrada helicoidal seguida de una trayectoria espiral desde el centro hacia fuera del cajón central del electrodo.
Cuantificar cual es el valor exacto para esta tolerancia de cálculo dependerá de factores como el tamaño de la pieza a mecanizar, las trayectorias programadas, la herramienta que se esta utilizando, la máquina que se está utilizando, el control numérico, el acabado superficial requerido y la precisión. Pero valores orientativos de esta tolerancia de cálculo para el desbaste podría ir de 0,05 mm hasta 0,005 mm.
Se presentan a continuación algunos ejemplos de tratamiento de material residual o resto de material:
Nota explicativa: los conceptos de perfilado 3D y contorneado se explicaran en el apartado de semiacabado.
1.2. El semiacabado
1.2.1 Función
La función del semiacabado es garantizar un sobrante de material constante en toda la superficie a mecanizar por que la carga de las herramientas de acabado sea constante, y se pueda conseguir un buen acabado superficial.
El acabado es la última operación a realizar en una pieza y que por tanto la superficie que se obtiene como resultado es la final. Si la herramienta de acabado tiene excesivas variaciones en su carga puede ser que flexione o se clave en el material de manera no uniforme, hecho que provocara marcas en la superficie final. La magnitud de estas marcas o la rugosidad superficial requerida serán las que nos determinaran las características de los programas de acabado pero también unos determinados programas de semiacabado.
1.2.2. Herramienta a elegir
Se hacen extensibles aquí las consideraciones hechas en la elección de la herramienta en el apartado del desbaste. Destacar únicamente que en el semiacabado son habituales las herramientas esféricas, mientras que no lo son tanto los platos de plaquetas.
1.2.3 Trayectoria de la herramienta
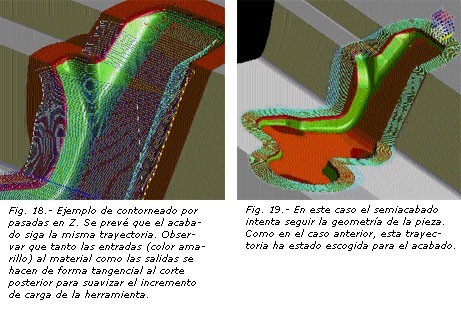
El contorneado (figura 18) es la trayectoria que sigue el perfil de la geometría manteniendo la coordenada Z constante. Acostumbra a ser muy sencilla de programar ya que esta bien resuelta por los sistemas de CAD/CAM actuales.
El perfilado 3D (figuras 19 y 20) intenta seguir las líneas isoclinas de las superficies en forma de movimientos de los 3 ejes al mismo tiempo. Acostumbra a ser el más correcto en piezas de superficies complejas 3D ya que dejan menor número de marcas. Su programación pero es usualmente complicada, cosa que hace que muchos programadores la desestimen por una simple cuestión de tiempo de programación.
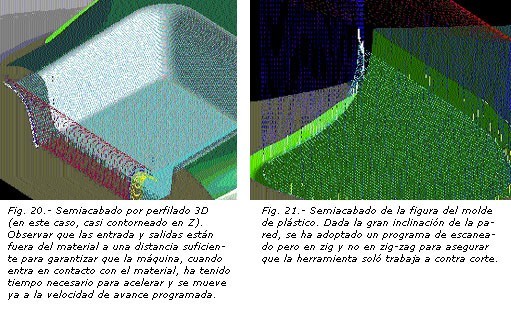
Los Scannings o Copiados (figura 21) son simples proyecciones de trayectorias rectas sobre una pieza en la dirección del eje Z. Son muy sencillos de programar. No es aconsejable su uso pero, cuando en su recorrido la herramienta tenga cambios bruscos en la coordenada Z. Estos movimientos provocaran continuas variaciones en la dirección de la carga de la herramienta y hasta y todo clavadas que pueden resultar fatales. El recorrido de la herramienta puede ser en un sentido (zig) o en movimientos de ida y vuelta (zig-zag). El zig-zag es más rápido en ejecución que el zig ya que la máquina no ha de hacer movimientos de retracción pero presenta la desventaja que la herramienta alterna el corte a favor con el corte en contra.
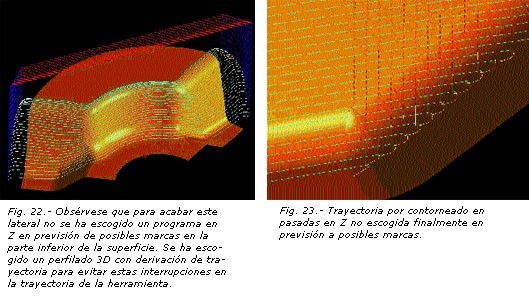
Obsérvese que en la figura anterior, una utilización a favor del corte no hubiera sido muy aconsejable por la vida de la herramienta ni por la cualidad de la superficie (por el acabado se ha de utilizar la misma trayectoria). Generalmente no es aconsejable utilizar el zig-zag en estos materiales templados y en especial con estas paredes tan verticales.
Sea cual sea la trayectoria escogida se hacen aquí extensivas las 3 consideraciones hechas en el apartado de desbaste:
a) Las entradas y salidas al material tendrán que ser tangenciales, por rampa o por trayectoria helicoidales, en definitiva las que aseguren un paso de la condición de no corte a la de corte a la herramienta el más suave posible. (figuras 18 y 19)
b) Los cambios de dirección bruscos dentro del mismo material se han de evitar en la medida de lo posible y se han de suavizar mediante radios.
c) En el semiacabado no acostumbra a ser tan prioritario el hecho de que la herramienta siempre a contracorte, ni tan solo en el caso de materiales duros. Normalmente la cantidad de material que se ha de extraer durante el semiacabado no es tan importante y, por tanto, el hecho de que la herramienta trabaje a favor del corte no le representa un desgaste excesivamente exagerado en comparación con el corte en contra. Pero esto dependerá de la cualidad de los programas de desbaste anteriormente ejecutados y del tratamiento del resto de material. Si no se ha podido conseguir un buen tratamiento del resto de material y se prevén zonas donde la herramienta tenga que trabajar casi en condiciones de desbaste es mejor trabajar con la herramienta a contra corte. De toda manera, en la medida de lo posible, es mejor utilizar en cualquier paso de la mecanización el corte en contra, especialmente para materiales duros.
De toda manera se ha de intentar aplicar en los semiacabados los mismos tipos de trayectorias escogidas para los acabados. La razón es que se ha de intentar que la carga en la herramienta o herramientas sea constante y esto es imposible que se produzca sí las herramientas de semiacabado y las de acabado no han seguido trayectorias similares. Por ejemplo, es muy difícil que una herramienta de acabado que siga como a patrón de mecanización un Scanning o Copiado a 0 grados (ver figura 22), tenga una carga constante si el semiacabado se ha realizado con el mismo patrón pero a 90 grados. Esta claro que en este caso la herramienta de acabado sufrirá continuas variaciones de carga a medida que vaya cortando las crestas que se va encontrando en dirección perpendicular a su trayectoria. Dependiendo del material, de las dimensiones y del tipo de herramienta en juego, la consecuencia puede ser nefasta para la calidad de la superficie final.
1.2.4 Sobrante o stock de material
Como en el caso del desbaste, es difícil cuantificar el sobrante de material correcto ya que esté será diferente en cada caso y dependerá de factores como las dimensiones de la pieza, de las herramientas utilizadas, del perfil de la geometría y del material a mecanizar.
Hay que decir también qué a veces se han de aplicar diferentes programas de semiacabado sobre la misma parte de la pieza generalmente con herramientas diferentes i por lo tanto, se elegirán para cada uno un valor diferente de sobrante respecto a la herramienta anterior.
Remarcar que el sobrante no ha de ser constante en toda la pieza si está se acabará con herramientas diferentes. Cada área ha de tener un sobrante para el acabado diferente en función de las geometrías de la pieza y de las herramientas que realizaran este acabado.
1.2.5 Tolerancias de cálculo
Se hacen aquí las mismas consideraciones que en el apartado de desbasto. Valores orientativos para la tolerancia serían de 0.02 mm. hasta 0.002 mm.
1.3 El Acabado
1.3.1 Función
El acabado es la última operación que se realiza en una pieza en el centro de mecanización. La pieza queda terminada para ser utilizada o transferida a otras operaciones en otras máquinas de arranque de limadura, de electroerosión, de rectificado o a operaciones manuales como son pulidos y ajustes.
De todos modos, como ya se ha comentado en el capítulo 3, el que se intenta con este tipo de mecanización es reducir al máximo estas operaciones posteriores i exteriores, a fin y al efecto de reducir el tiempo total de la operación sobre una pieza. Por tanto, el nivel o grado de acabado exigido a nuestro programa de alta velocidad generalmente es alto.
Aplicaciones donde el objetivo principal es la cualidad del acabado superficial (rugosidad final)
Aplicaciones donde se persigue una buena tolerancia dimensional (desviación mínima respecto a la trayectoria programada)
Aplicaciones donde la prioridad es el tiempo de mecanización aún que se pierda cierta cualidad en el resultado final.
Esto condicionara cuáles y cómo serán los programas de acabado, o sea, qué trayectorias seguirá la herramienta, qué herramientas se utilizaran, etc.
No se puede afrontar la creación de unos programas de acabado sin tener bien claro cuales de estos objetivos se quieren conseguir.
Estos objetivos no solamente condicionaran la fase de programación del acabado, sino que condicionaran todo el proceso de programación: desde el planteamiento del desbaste hasta los mismos programas de acabado.
1.3.2 La herramienta a escoger
Como regla general, se aplicaran los criterios descritos en el desbaste y en el semiacabado para la selección de las herramientas, aún qué con ciertas particularidades.
Normalmente para las operaciones anteriores se intentará escoger las herramientas que permitan llegar a todos los rincones y que impliquen el tiempo de mecanización más corto posible. Hasta aquí entonces es usual haber utilizado un buen nombre de herramientas que han permitido cumplir el objetivo señalado. Se puede aplicar este mismo criterio al acabado en algunas ocasiones pero en otras (sobre todo en las que el acabado superficial sea el objetivo primordial a perseguir) se habrá de sacrificar esté la reducción de tiempo para una ganancia en la cualidad superficial trabajando con un nombre reducido de herramientas.
Se ha de conocer la máquina que ejecutará los programas para aplicar un criterio u otro. Si se están persiguiendo rugosidades superficiales bajas se han de prever las dilataciones térmicas de los ejes consecuencia de los avances de mecanización programados y de las aceleraciones requeridas para mantener estos avances. (Recordar que los avances dependes de la herramienta utilizada). Pero sobre todo se ha de tener presente cual es la dilatación térmica del cabezal en función de las velocidades de giro programadas (relacionadas también directamente con la herramienta escogida). El hecho de tener más herramientas en juego en los programas de acabado implicará más rango de avances necesarios y de rotaciones necesarias, cosa que puede implicar mucho, sobre todo si la máquina no es de cierta cualidad, la obtención de un buen resultado final.
Son muy usuales los escalones que se producen entre una parte de una pieza acabada con una herramienta determinada y otra parte contigua a la anterior acabada con una herramienta diferente, aún que las trayectorias de las herramientas sean las mismas y el nombre de pasadas utilizadas por cada una sea el correcto para obtener una misma rugosidad final. Hay diferentes factores que pueden provocar la aparición de estos escalones pero seguramente el más importante es una diferencia en las alturas de las dos herramientas. Está será debida a la diferente dilatación térmica del cabezal si las dos herramientas han trabajado con regímenes diferentes de revoluciones. Por muy buen método que disponga nuestra máquina para fijar estas alturas de la herramienta, se ha de intentar tomar medida de estas alturas a la velocidad de giro del cabezal que se utilizará finalmente en el programa después de un cierto tiempo de calentamiento. Sí no se hace así, se obtendrán estos escalones en el resultado final.
Fig. 24.- Acabado con una herramienta toroidal de la zona central de la figura que es completamente plana.
La dimensión de estos escalones dependen de diferentes factores como la máquina que se utiliza y la diferencia de velocidades a que trabajarán las dos máquinas. Como ya se ha dicho, se ha de conocer la máquina que se esta utilizando y se ha de fijar un límite para la dimensión de estos escalones. Un escalón de 3 ó 4 mm puede ser nefasto para algunas aplicaciones mientras que para otras puede ser del todo asumible.
Se ha de pensar que la mayoría de máquinas del mercado pueden tener una dilatación en el cabezal de más de 20 mm si el régimen de giro supera los 10000 rpm durante un tiempo determinado.
Está claro entonces que el hecho de escoger menos herramientas para realizar el acabado evitará el nombre de estos escalones aún que implicará un mayor tiempo de mecanización (normalmente esta miniminización del número de herramientas implica trabajar con herramientas con herramientas de diámetro más pequeño del que se podría trabajar en una cierta parte de la pieza, por lo tanto normalmente, mayor número de pasadas para conseguir la misma rugosidad superficial).
También se ha de tener en cuenta el tiempo de vida de la herramienta. Especialmente en piezas grandes, se ha de prever cual será la duración que se exige a la herramienta. Está claro que la capacidad de corte de una herramienta cuando es nueva no es la misma que después de 2 horas de mecanización aún que el volumen de material que se tenga que cortar no sea demasiado grande. La cualidad de la superficie no será la misma al principio que después de todo este tiempo de mecanización.
1.3.3 Trayectorias de la herramienta
Se extienden aquí las consideraciones hechas en los apartados del desbaste y semiacabado.
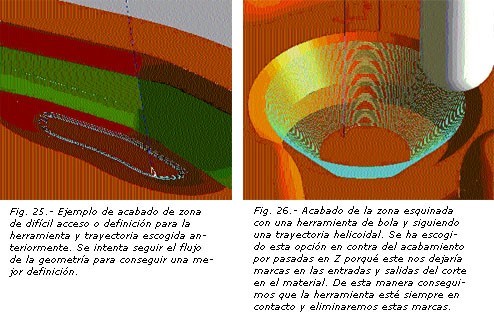
Se ha de intentar en la medida de lo posible que los patrones de acabado sigan los flujos definitivos (o líneas isoparamétricas) de las superficies que componen nuestra pieza. De esta manera se consiguen menos marcas de mecanizado en el resultado de las superficies finales (ver figuras 22 y 23).
El hecho de mover la herramienta según estos flujos naturales de las superficies comportará generalmente unas condiciones de corte más estables (menos flexiones no constantes que impliquen que la herramienta se clave más o menos en la superficie que se está mecanizando, y por lo tanto, más marcas), unas rugosidades más constantes y una mayor definición en las periferias de estas superficies.
Pero estos tipos de perfilados 3D son en muchos casos muy difíciles de programar en los sistemas actuales. Dependiendo de la pieza y de las pretensiones del programador, conseguir estos tipos de trayectorias es casi imposible. Es conveniente entonces utilizar otros tipos de trayectorias más sencillas de programar aún que se tenga de sacrificar un poco la cualidad del acabado superficial final.
Como en el caso del semiacabado, son usuales los contorneados en Z y los copiados o scannigs.
1.3.4 Tolerancias de cálculo
Se hacen aquí las mismas consideraciones que en los apartados de desbaste y semiacabado. Valores orientativos para la tolerancia serían de 0.005 mm hasta 0.0005 mm.
2.- ANALISIS DE ALGUNOS SISTEMAS CAD/CAM ACTUALES
Se puede hacer una primera diferencia entre los sistemas de CAM actuales: los que son parte de un sistema ó paquete CAD/CAM y los que no van asociados a ningún programa de CAD específicos.
Los primeros acostumbran a ser grandes sistemas de programación utilizados a nivel mundial. Desgraciadamente pero el volumen de ventas que representa el sistema integrado CAD/CAM delante del módulo exclusivo de diseño CAD es casi irrisorio. Es lógico pensar que estas grandes empresas destinaran la gran parte de sus recursos al desarrollo y mejora del sistema CAD mientras que por el módulo CAM no pondrán tanto entusiasmo. Los recursos humanos destinados al desarrollo de los módulos CAD son mucho más grandes que los destinados al módulo CAM.
La causa principal de este problema es en que estos grandes sistemas han sido adoptados por las grandes empresas automovilísticas. Se han producido acuerdos de colaboración y exclusividad de grandes empresas del sector del automóvil como son General Motors, Ford, Grup Wolkswagen,... con sistemas de programación como Unigraphics, Catia, Ideas,... pero exclusivamente por lo que hace la utilización de los módulos de diseño de los sistemas de programación. Evidentemente estas grandes empresas automovilísticas diseñan sus productos y requieren de grandes cantidades de estaciones de trabajo, y por lo tanto de licencias del sistema. Para hacerlo pero actualmente casi ninguna de ellas efectúa operaciones de mecanización ya que estos trabajos se realizan por subcontratación exterior.
Todo y así, algunos de estos sistemas tienen módulos de programación CAM realmente potentes que son buena referencia en la programación por alta velocidad. Son buenos ejemplos de esto sistemas como los ya mencionados Unigraphics e Ideas, o sistemas como Cimatron ó Tebis (estos dos no han sido demasiado conocidos por su potencia en el módulo de CAD precisamente, pero trabajan y tienen un buen mercado a nivel mundial). Estos sistemas han demostrado desde hace muchos años ser sistemas aptos para la programación de alta velocidad pero desgraciadamente no han tenido la evolución que se les podía suponer y actualmente se han visto igualados por otros sistemas que se podrían considerar más jóvenes como ahora Delcam con su sistema Power Mill ó Openmind con su sistema Hypermill. Estos nuevos sistemas ya han sido desarrollados con un enfoque más orientado a la obtención de trayectorias adecuadas para la alta velocidad mientras que los anteriores se han quedado con los que ya tenían hace un tiempo o han introducido pocas nuevas aportaciones.
Afortunadamente pero todos los sistemas han ido actualizando versiones cada vez más potentes por lo que hace la rapidez de cálculo y cada vez más sencillas de operar, ayudadas por el rapidísímo desarrollo de los equipos informáticos.
Otro gran grupo de sistemas de programación CAM son aquellos que no van asociados a ningún sistema CAD. No acostumbran a ser grandes sistemas por lo que hace a volumen de ventas a nivel mundial por lo cual tienen la gran ventaja que su desarrollo no está condicionado a estrategias de mercado que los deleguen a un segundo plano respecto a los sistemas CAD.
Son sistemas mucho más cercanos a la realidad de la mecanización. Pero la gran ventaja de estos sistemas es precisamente su gran problema ya que todo y no estando supeditados a grandes empresas, los recursos humanos disponibles para su desarrollo no son más grandes en la mayoría de los casos.
No obstante, dentro de estos sistemas se encuentran los que se podrían considerar como los dos únicos sistemas de programación específicos para la alta velocidad que hay actualmente en el mercado: el sistema FFCAM / FFOUT asociado a la firma japonesa Makino y el sistema CAM3 asociado a la firma también japonesa Yasda.
Estos sistemas han estado desarrollados por los que se podrían considerar las dos firmas punteras y referencia en la construcción de máquinas para el mecanizado de alta velocidad con una orientación muy clara de las posibilidades de programación que los sistemas tenían que ofrecer.
Consideramos que ahora por ahora, los sistemas que han estado descritos en este capítulo son los aptos para la realización de programas correctos para la mecanización de alta velocidad. De toda manera, el mercado informático es muy grande y es imposible conocerlo todo. Además. Está en continua evolución y día tras día aparecen nuevos productos que se podrían incluir en este apartado.
Responsable: Interempresas Media, S.L.U. Finalidades: Suscripción a nuestra(s) newsletter(s). Gestión de cuenta de usuario. Envío de emails relacionados con la misma o relativos a intereses similares o asociados.Conservación: mientras dure la relación con Ud., o mientras sea necesario para llevar a cabo las finalidades especificadasCesión: Los datos pueden cederse a otras empresas del grupo por motivos de gestión interna.Derechos: Acceso, rectificación, oposición, supresión, portabilidad, limitación del tratatamiento y decisiones automatizadas: contacte con nuestro DPD. Si considera que el tratamiento no se ajusta a la normativa vigente, puede presentar reclamación ante la AEPD. Más información: Política de Protección de Datos
REVISTAS
VÍDEOS DESTACADOS
MonsterMill ISO-S: la solución de fresado definitiva para aleaciones de titanio y níquel






















")






































