
Técnicas de estampado
Componentes prensados en chapas metálicas gruesas
Redacción PM15/09/2000
Este artículo, basado en otro de la publicación EPE, explica los requisitos de los diferentes métodos de producción de piezas de chapas metálicas, utilizando como ejemplo algunos componentes típicos. La técnica del estampado de precisión está adquiriendo una importancia cada vez mayor en la fabricación de componentes listos para el montaje, incluso cuando se precisa trabajar con un material grueso. Además, los procesos que consumen menos tiempo ganan terreno entre los procesos empleados en la producción de componentes de precisión en chapas metálicas de hasta 12 mm. de grosor. En este campo, los nuevos desarrollos conducen a nuevos mercados.
Las piezas estampadas se utilizan básicamente en automóviles, máquinas, electrodomésticos, herramientas mecánicas y equipos eléctricos. Entre los criterios para la selección del proceso de estampado más económico se encuentran el tamaño y la forma de los productos, junto a la resistencia y la precisión exigidas. Como ejemplo, la foto 1 muestra algunas piezas en chapas metálicas gruesas producidas mediante estampado o mediante la combinación de estampado y conformación.
Las investigaciones para alcanzar elevados índices de producción de componentes de precisión al menor costo posible condujeron a un uso cada vez mayor de la conformación por prensa, lo que, por otro lado, está abriendo nuevos mercados. Procesos de fabricación que requieren tiempo, como la fundición, sinterización, forjado y mecanizado, están siendo reemplazados progresivamente, principalmente en la producción de piezas en chapas metálicas de 2 a 12 mm. de grosor. En este contexto se basan los continuos desarrollos efectuados en materiales, utillaje y mecanizado.
Métodos de estampado
La calidad de la superficie de la arista de corte constituye uno de los factores decisivos en la selección del método de estampado óptimo y, por tanto, del concepto de fabricación. Otros factores menos importantes son las cantidades de producción, y la forma y precisión dimensional de la pieza.
El corte por láser o el mecanizado por electroerosión pueden ser utilizados proporcionando ventajas en la producción de lotes pequeños de piezas de chapas metálicas. Por otro lado, para lotes medios y grandes, sólo merece ser considerado el método de estampado (DIN 8588 cizallamiento). Puede alcanzarse este objetivo mediante dos procesos distintos: el estampado convencional y el estampado de precisión.
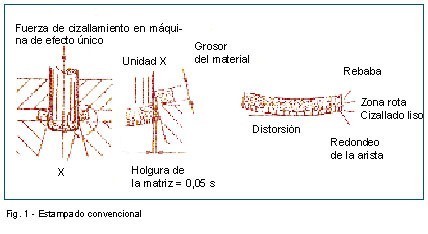
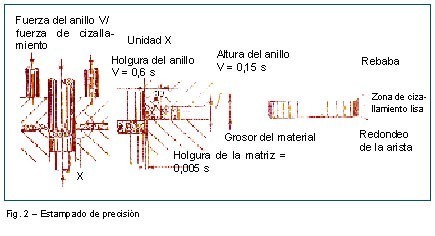
Los dos procesos utilizan herramientas compuestas, herramientas progresivas o herramientas de fase única, con sistemas diferentes de transporte de piezas. Estas herramientas, a diferencia de las de conformación, por regla general son accionadas por prensas con un recorrido relativamente corto y una baja capacidad de producción. Las prensas pueden ser accionadas hidráulicamente o por un mecanismo como una barra articulada. De estos dos sistemas, el funcionamiento hidráulico es más flexible, mientras que el funcionamiento mecánico se caracteriza generalmente por tener velocidades más altas. La diferencia entre el comportamiento de las herramientas y materiales en el estampado convencional y en el estampado de precisión queda ilustrado en las figuras 1 y 2, en las fotos 2 y 3, y en la tabla de datos. Este contraste, que muestra la mejor calidad superficial de la arista de corte cizallada junto a una mejor precisión de la pieza obtenida por el estampado de precisión, es consecuencia de las grandes diferencias existentes entre los proyectos del utillaje y de la máquina en los dos procesos.
Si no es importante la calidad de la arista de corte
Si la arista cizallada de la pieza no tiene función mecánica alguna, las diferencias entre el estampado convencional y el estampado de precisión son más evidentes. Si se proporcionan velocidades altas de prensado y buenas propiedades de desgaste de los punzones y matrices, los sistemas convencionales de estampado garantizan una producción continua y de calidad durante largos períodos.
Este proceso se utiliza principalmente para la fabricación de piezas de chapas metálicas finas, en máquinas que van desde las prensas manuales hasta las cadenas automáticas de producción en grandes cantidades. Por otro lado, las prensas convencionales de estampado de efecto único también pueden producir piezas en chapas gruesas. Según el proyecto de la pieza, el tamaño y material, el utillaje utilizado y el método de funcionamiento de la prensa, estos sistemas de producción trabajan normalmente a unas velocidades de entre 30 a 300 golpes de martillo por minuto.
Si la arista cizallada tiene función mecánica
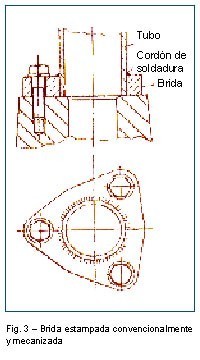
En aquellos casos en los que se exigen requisitos rigurosos de acabado, o precisión en la arista cizallada de piezas estampadas convencionalmente, con mucha frecuencia se precisan operaciones suplementarias de mecanizado. Por ejemplo, en la brida de motor que muestra la figura 3, el estampado convencional sólo podría producir un blanque incorporando la forma externa y un agujero de centro tosco. Éste tendría que ser torneado, escariado (mandrilado) o ensanchado para cumplir los requisitos. Los tres agujeros para los tornillos deberían ser realizados con broca en el blanque después del estampado.
Por otra parte, el estampado convencional no es la única forma de producir esas piezas. Puede utilizarse un proceso de conformación por prensa más sofisticado, que puede reducir los costes y el tiempo de producción hasta en un 70%: se trata de la técnica de estampado de precisión.
Con el estampado de precisión se pueden producir piezas con aristas de alta calidad.
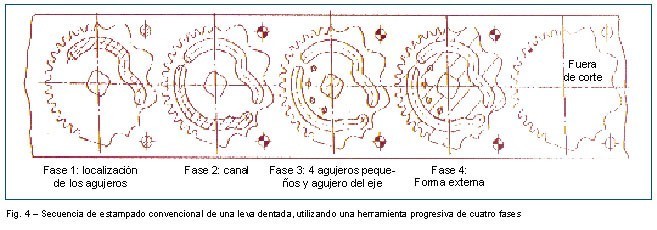
En la figura 4 puede apreciarse que el estampado convencional requiere una matriz progresiva de cuatro fases sólo para producir un blanque. El perfil externo de la leva, los canales internos y los dientes de engranaje precisan ser realizados en operaciones de mecanizado sucesivas.
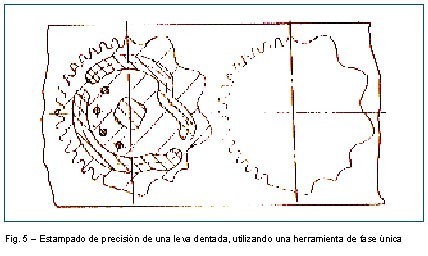
Sin embargo, el estampado de precisión permite que todas las formas, externas o internas, sean producidas por una herramienta de fase única en un único golpe de prensa. Las tensiones del material son distribuidas uniformemente por toda la pieza. El diseño de corte que muestra la figura 5 es producido, para este componente, en una prensa de estampado de precisión con una herramienta compuesta. Las piezas son extraídas con aristas cizalladas 100% limpias y una clasificación de precisión IT 8, requiriendo únicamente el rebarbado antes del montaje.
Por tanto, el estampado de precisión sobrepasa los límites del golpe de prensa aplicado en el estampado convencional. Otra ventaja adicional de aquel proceso es que las herramientas más cortas hacen posible que los conjuntos de matrices ocupen considerablemente menos espacio. La carga más simétrica sobre el conjunto de matrices y la prensa, producida con herramientas compuestas, constituye otra ventaja especialmente en el comienzo del ciclo. Se obtiene un mejor funcionamiento de las herramientas y de la máquina.
Otra ventaja importante del estampado de precisión es que no tienen lugar impactos repentinos. A diferencia de los métodos de estampado convencionales, las protecciones contra las vibraciones y el ruido, que pueden ser costosas, normalmente no son necesarias.
El estampado convencional se prefiere e incluso es necesario en los casos en que el mayor número de golpes del martillo favorece la retirada de las piezas y de los desechos separadamente, por debajo de las herramientas, operación que requiere aberturas cónicas en las placas de la matriz. Además, debido al aumento del diámetro de la matriz causado por la afiladura, las piezas pierden precisión con el paso del tiempo. Por otro lado, la obligatoriedad de una mesa vaciada en la prensa hace más difícil soportar las herramientas de forma satisfactoria.
En el estampado de precisión, las piezas y los desechos primeramente son depositados dentro del espacio de la matriz y luego son retirados por medio de un chorro de aire comprimido o por dispositivos mecánicos de retirada. Debido al ruido del primer método y al problema de la llamada neblina de aceite lanzada a la atmósfera, se prefiere la utilización de agarradores o empujadores mecánicos, a pesar de que sean más lentos y de que su coste sea más elevado.
Como es esencial evitar que se produzcan roturas (que implican una pérdida de disponibilidad del equipo), es importante proteger la máquina y las herramientas contra daños debidos a piezas no retiradas. Mientras la propia prensa puede ser protegida por clavillos de cizallamiento, dispositivos hidráulicos de sobrecarga o detectores eléctricos de fuerza, las herramientas utilizadas en el estampado convencional muchas veces están equipadas con detectores integrados. Por otra parte, en el estampado de precisión puede garantizarse la seguridad en todo el espacio de la matriz mediante un único sistema sensor. En las prensas mecánicas, este sistema puede ser un palpador separado con detector de recorrido; en las prensas hidráulicas, el aumento en la presión de aceite puede ser monitorizado mientras desciende el martillo.
En el estampado de precisión con herramientas compuestas y progresivas se precisan prensas de efecto triple, prensas que están favoreciendo la incorporación de sistemas que permiten el control y la monitorización por CNC de todas las funciones y ciclos de funcionamiento, incluyendo cambiadores de herramientas.
Sistemas para componentes conformados y estampados
Las piezas conformadas y estampadas son producidas por combinaciones de diferentes operaciones, como las de estampado, doblado, embutido, extrusión y corte. Las prensas para estas piezas pueden precisar recorridos más largos y más potencia que las de componentes planos.
Lo mismo que con piezas de chapas metálicas planas, también varían los requisitos de calidad de los componentes conformados. Especialmente en piezas de material grueso, la calidad superficial de las aristas de las piezas puede ser determinante junto a la precisión dimensional.
Sistemas sin requisitos funcionales en la superficie de la arista
Las piezas de chapas metálicas conformadas y estampadas con un perfil cizallado, como guía para el montaje, muchas veces se producen en prensas de efecto único y dos columnas, en ocasiones junto con máquinas de embutir. Según el recorrido de la conformación, la frecuencia del martillo de la prensa es por regla general inferior que para operaciones de estampado puro.
Las piezas típicas de este tipo son la zapata de polo, el rotor de bombas, la horquilla de embreadura, y los soportes de fijación. Antes del montaje, estas piezas reciben un chorro de arena, son tamborileadas, galvanizadas, pulverizadas o revestidas de un componente plástico.
El concepto del equipo de producción está determinado por las características de la pieza y por la cantidad de producción necesaria. Las soluciones pueden comprender máquinas de estampar de herramienta única, prensas automáticas con herramientas progresivas o prensas transfer con sistemas de transporte integrados para utillaje de múltiples fases.
Componentes en los que la superficie de la arista de corte tiene una función mecánica
Cada vez más, los componentes de chapa metálica conformados requieren también superficies de arista cizallada funcionales y ciertas categorías de estas piezas son producidas en prensas de estampado de precisión de triple efecto, con operaciones de estampado de precisión incorporadas en la secuencia de estampado convencional.
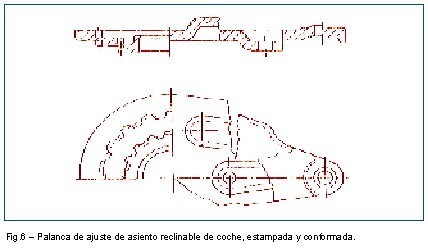
La palanca de ajuste de asiento reclinable que muestra la figura 6 es un ejemplo de este concepto. Aunque el perfil externo de la palanca tenga una importancia funcional secundaria, dicho perfil es estampado de forma a obtener una precisión dimensional de arista cizallada necesaria para el montaje automático. El pivote de la palanca comprende los dientes de engranaje y un alojamiento de cojinete, dimensionados según tolerancias restringidas. Mediante la utilización de un proceso de estampado de precisión y seleccionando un acero de alta resistencia y granulado fino (que no requiera un tratamiento térmico posterior), puede obtenerse una superficie cizallada, dimensionalmente precisa y con un acabado fino, capaz de satisfacer las funciones mecánicas requeridas. Mediante la combinación de las operaciones de estampado convencional y estampado de precisión se obtienen nuevos resultados a un menor coste.
Incluso si las aristas cizalladas no tienen función mecánica alguna, a menudo pueden obtenerse ventajas desde el punto de vista de la fabricación, como es el caso del engranaje planetario que muestra la fig. 4.
Una matriz progresiva de producción de esta pieza por estampado convencional requiere siete estaciones de trabajo, mientras que la herramienta de estampado de precisión correspondiente, que puede combinar diferentes operaciones, sólo requiere tres estaciones de trabajo.
Como la matriz convencional es mucho más larga que la herramienta de estampado de precisión, la prensa ha de ser más ancha. Además, como la operación de pre-corte en la tira produce cargas fuera de centro, han de incorporarse formas de prevención de la distorsión.
En el utillaje proyectado para prensas de estampado convencional de efecto único, se proporcionan muelles con el fin de ejercer la fuerza de fijación para las operaciones de estampado o doblado. En este caso el problema (como muestra el ejemplo del soporte de engranaje planetario) estriba en que, al comienzo de la operación de conformación, la fuerza del muelle presenta su valor más bajo. Por otra parte, las herramientas para prensas de estampado de precisión de efecto triple pueden suministrarse con cilindros hidráulicos para la aplicación de fuerzas adicionales en los puntos apropiados del ciclo.
Las prensas de efecto triple deben utilizarse tanto para piezas conformadas como para las de estampado de precisión. ¿Cómo escoger entre prensas de estampado de precisión regulares o automáticas utilizando fase única o herramientas progresivas y máquinas universales con carriles de fijación integrados para herramientas multi-fase? La elección dependerá de los sistemas de herramientas utilizados.
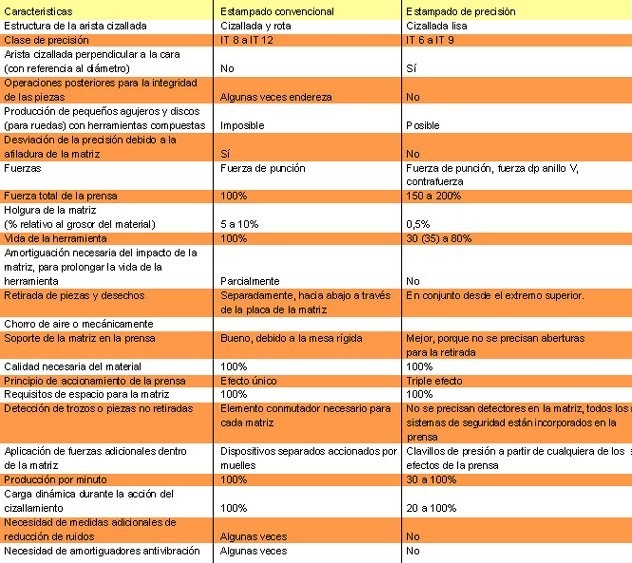
Comparación entre las características técnicas del estampado convencional y las del estampado de precisión para componentes en chapas metálicas de 2 12 mm.
Resumen con vistas al futuro
La tecnología del estampado está adquiriendo una importancia cada vez mayor en la fabricación de componentes listos para el montaje, incluso cuando se trata de material grueso. Según los requisitos de precisión o función, las piezas son cortadas de chapas metálicas por estampado convencional o por estampado de precisión, combinándose en muchos casos con operaciones de conformación. Las prensas de estampado convencional de efecto único se utilizan principalmente cuando no es necesario que las aristas cizalladas del producto presenten una alta calidad. Por otro lado, el estampado de precisión, con prensas de efecto triple y utillaje especial, es indispensable para la producción de piezas de chapas metálicas que precisan aristas cizalladas dimensionalmente precisas y superficies lisas (ver tabla).
Cuando se comparan los diferentes procesos de prensado, han de tenerse en cuenta los siguientes puntos, con relación a la precisión del producto y a la vida de la herramienta:
- Sistema de accionamiento de la prensa.
- Rigidez de la estructura de la prensa, en los planos vertical y horizontal.
- Rigidez de la prensa sometida a cargas fuera de centro
- Planeidad, paralelismo y rigidez de las superficies de fijación de las herramientas.
- Orientación, dimensionamiento, proyecto, soporte y holgura de las guías del martillo.
- Rigidez del utillaje y precisión de las guías y, finalmente,
- Comportamiento mutuo de las herramientas y de la prensa.
Cuando se estudia la productividad y disponibilidad del equipo, un factor que tiene una influencia cada vez mayor es su flexibilidad, especialmente en relación a la velocidad y facilidad de substitución de las herramientas. Los sistemas CNC, que proporcionan una comunicación entre el operario y la máquina a través del teclado y la pantalla del sistema, desempeñan aquí un papel importante.
Dado que pueden proporcionarse nuevas instrucciones fácilmente al sistema de control, en forma de programas almacenados, incluso es posible producir pequeñas cantidades de piezas a bajo coste. Por regla general, los programas contienen instrucciones relativas a:
- Parámetros establecidos para la prensa y para los equipos periféricos.
- Operaciones de producción, que comprenden la monitorización, el diagnóstico de fallos y manejo del material, de las piezas y del material de desecho.
- Cambio automático de herramientas mediante carritos de transporte.
Una importante ventaja de esta mayor flexibilidad de producción es que los libros de almacén pueden ser reducidos, factor que influye en la reducción de costes y en la mejora del flujo de efectivo.
Siempre que se esté planeando realizar una inversión en nuevos equipos de prensa, debe estudiarse la posibilidad de producir piezas estampadas listas para el montaje, como alternativa a la instalación de prensas convencionales de estampado, seguidas de operaciones secundarias con máquinas-herramientas de retirada de material de desecho.
Los diferentes equipos de prensado también se diferencian en los costes de control de ruidos, los cimientos de las máquinas, los requisitos de espacio en el local, así como en los sistemas de seguridad de herramientas y contra accidentes.
Una vez que se han tenido en cuenta todos estos factores indirectos, muy frecuentemente resulta claro que invertir en sistemas de estampado de precisión (especialmente para la producción de piezas de chapas metálicas gruesas) supone unos costes iguales o inferiores a la inversión en equipos convencionales de fabricación.
8 PRODUCCION MECANICA. Septiembre 2000







































































