Depuración de los aceites de corte en la fabricación de válvulas de motor
El siguiente artículo aborda algunas de las problemáticas que se presentan en el rectificado de válvulas de motor con aceites de corte con un grado de filtración inadecuado.

Cuando el aceite de corte utilizado en las operaciones de rectificado no está totalmente limpio, las partículas en suspensión en el aceite embotan las muelas, con lo cual la muela pierde capacidad de corte, dando lugar a un exceso de presión sobre superficie de la válvula rectificada que según la operación realizada puede producir:
A) Rectificado del perfil de la garganta o gargantas del anillo fijación resorte: Quemaduras y/o grietas superficiales en dicha garganta, aumentado el rechazo de válvulas por defectos de calidad superficial.
B) Rectificado vástago válvula: Deformaciones geométricas por ejemplo triangulaciones, aumentando las válvulas rechazadas por defectos de calidad geométrica
C) Rectificado perfil borde válvula: Quemaduras y/o grietas superficiales en dicho borde, aumentando las válvulas rechazadas por defectos de calidad superficial e incluso geométrica.
D) Rectificado perfil escape gases: Quemaduras y/ o grietas superficiales en el perfil, aumentando las válvulas rechazadas por defectos de calidad superficial e incluso geométrica
E) Rectificado asiento válvula: Quemaduras y/o grietas superficiales en la superficie del asiento de la válvula o incluso algunos defectos de calidad geométrica.


Cómo se suelen evitar los problemas anteriores
A fin de evitar los problemas descritos anteriormente existen algunas soluciones como:
- Disminuir las velocidades de avance de la muela: Esto comporta un incremento de los tiempos de rectificado, con la consiguiente pérdida del número de piezas producidas en un periodo determinado de tiempo.
- Aumentar el número de perfilados de la muela: Cuando las muelas pierden capacidad de corte se procede a diamantar la muela con más frecuencia, renovando con esta operación el poro de corte de las muelas. Ello comporta un mayor consumo de muelas, diamantes (rodillos perfiladores) y la consiguiente pérdida de producción, si los diamantados se realizan con interrupción de la operación de rectificado.
- Incrementando los cambios del aceite de corte: Cuando se produce una importante acumulación de lodos finos, debido a que no son retenidos al carecer de un eficiente sistema de filtración, se embota con mayor frecuencia el poro de corte de las muelas, y esto obliga a tener que realizar un cambio del aceite de corte, para poder trabajar en condiciones óptimas de trabajo. Estos cambios de aceite comportan un elevado costo de compra de aceite nuevo, también se origina otro elevado coste para la evacuación y gestión de los aceites sucios como residuo contaminante peligroso.
Cómo elegir el sistema de filtración más adecuado para los aceites de corte usados en la fabricación de válvulas de motor
Los sistemas de depuración más utilizados para la depuración de los líquidos refrigerantes en las operaciones de rectificado suelen ser decantación simple o con lamelas, separadores magnéticos, centrifugadoras, filtros a banda de papel o a banda continua o filtros a precapa.
Como se puede ver en los gráficos adjuntos analizaremos tres sistemas de depuraciónfiltración más usados en esta aplicación:
Depuración mediante centrifugado

Filtración mediante filtros a banda de papel


Gráfico comparativo de la calidad de filtración entre filtros a precapa y filtros a banda de papel en periodos de tiempo de 15 minutos.
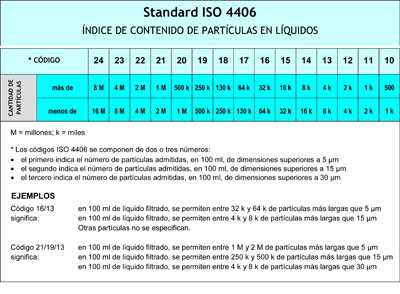
Calidad de filtración recomendada en el rectificado de válvulas: ISO 4406 Código 16/13
Filtración mediante filtros a precapa
En la actualidad, debido a que cada día se exigen mayores calidades geométricas y de acabado superficial en los mecanizados se requieren refrigerantes de alta calidad y por tanto de elevado coste. Algunos de los sistemas de filtración descritos hasta este momento son insuficientes en los casos en que es necesaria la utilización de sistemas de filtración adecuados que garanticen un grado de depuración muy estricto.
Con los filtros a precapa, los grados de filtración nominal son inferiores a 2,0 micras.

Los filtros a precapa funcionan sobre la base de hacer pasar el líquido a través de un medio soporte, sobre el cual previamente se ha formado una capa de un material de filtro-ayuda consistente en fibras de celulosa o tierra diatomea. Esta capa de filtroayuda es la llamada precapa.



Beneficios de las instalaciones de filtración a precapa: Una filtración de óptima calidad
Utilizando celulosa como filtro ayuda se consiguen calidades de filtración ISO 4406 código 16/13 correspondiente a una filtración nominal < 3- 5 µm, con lo cual el aceite de corte permanece siempre limpio y transparente con una cantidad de partículas sólidas en suspensión inferiores a 10 mgr / l, que corresponde a la calidad de filtración superior a la exigida a un aceite hidráulico nuevo. Es gracias a esta calidad de filtración, que el aceite no se degrada químicamente debido a las reacciones químicas que se pueden producir cuando se acumula en el aceite polvo de acero, abrasivo y ligantes de las muelas.

Equipo de filtración a precapa Kenfilt tipo FTD 9 AD A DO, de funcionamiento semiautomático y secado de lodos por vacío, con un caudal de filtración de 400 l/min.
Mejoras obtenidas al rectificar con un aceite de corte con una óptima calidad de filtración:
a) Una mejor calidad de las válvulas rectificadas: Esta calidad de filtración permite asegurar que en el aceite de corte no hay partículas en suspensión que puedan afectar la calidad de acabado superficial de la pieza, al introducirse entre la muela y la válvula con la consiguiente mejora de la rugosidad superficial y geométrica.
b) Mejor rendimiento de las muelas, diamantes y rodillos de perfilado de muela: Al estar el aceite totalmente limpio y libre de partículas en suspensión, se aumenta de forma considerable el rendimiento y la vida de las muelas, tanto en las rectificadoras sin centros como en las rectificadoras de los asientos de las válvulas.
c) Una reducción del número de piezas de rechazo: Hay que tener muy presente que cuando se rechaza una pieza en la línea de producción por no cumplir los requisitos de calidad exigida, todos los costos imputables a su fabricación están ya realizados (materiales, mano de obra, amortización maquinaria, amortización fabrica, energía, gastos generales, etc ) lo único que se ha dejado de hacer es su facturación, es decir que la empresa no ha ingresado el valor de la pieza rechazada a precio de venta. Por ello las piezas de rechazo originan una perdida directa sobre los beneficios netos de la empresa igual al precio de venta de la pieza rechazada. Esta es la principal razón de la importancia de exigir el rechazo 0 en las líneas de producción. Como apuntaba el directivo de un importante fabricante de automóviles de Stuttgart: Cada vez que se produce una pieza de rechazo, tiene el mismo efecto que poner la mano en el bolsillo de los accionistas para sustraerles el valor de la pieza rechazada a precio de venta.
d) Protección del medio ambiente: Se mejora la gestión de la ISO 14000 ya que al mantenerse el aceite limpio y no ser necesario cambiarlo periódicamente, queda totalmente eliminada la evacuación de aceites sucios para proceder a su gestión como residuo contaminante, con los consiguientes ahorros en los costos de los procesos de gestión de este tipo de residuos. Por otra parte gracias al sistema de secado de lodos automático, que incorporan los equipos de filtración a precapa Kenfilt, los lodos procedentes del proceso de mecanizado y filtración se evacúan muy secos, con lo cual se reduce el nivel contaminante de los mismos rebajando considerablemente los costes de evacuación y gestión.
e) Reducción de costes de mantenimiento de máquinas y accesorios: Al estar el aceite totalmente limpio mejora de forma considerable el estado de conservación de las máquinas pues están bañadas con aceite limpio, con lo cual las juntas y rascadores de las guías, los sellos de cierre de los ejes de las muelas, los cabezales de medición, etc. están siempre limpios y en perfecto estado de conservación, reduciendo considerablemente los costos de mantenimiento. En el caso de las rectificadoras de válvulas sin centros en que el apoyo de la caña de las válvulas se hace sobre rodillos lisos, es importante señalar que el desgaste de los rodillos de apoyo queda drásticamente reducido, con lo cual los costos de mantenimiento y paradas de máquinas para su mantenimiento se reducen de forma muy considerable. También los sistemas de carga automática, se mantienen limpios y no hay que desmontar con tanta frecuencia las pinzas de fijación, para proceder a su limpieza. Por todo lo expuesto queda claro que se hacen innecesarias muchas de las operaciones de mantenimiento preventivo de limpieza periódica de las máquinas.
f) Mejora del rendimiento de las máquinas lavadoras: Al estar las piezas bañadas con un aceite totalmente limpio y transparente las piezas salen de las máquinas rectificadoras casi lavadas, con lo cual las lavadoras de válvulas no deben lavar tanto polvo de acero y abrasivo adherido a las válvulas. Consecuentemente la calidad de lavado se ve aumentada al disminuir la cantidad de partículas de suciedad adheridas a las válvulas lavadas.
g) Mejora del rendimiento de los detergentes: Gracias a que las válvulas llegan limpias a las lavadoras, el consumo de detergentes queda muy reducido, puesto que no es necesario cambiarlos con tanta frecuencia como cuando se utilizan otros filtros que pueden llegar a concentraciones del orden de 100- 300 mg/l.
h) Aumento considerable de producción, calidad y beneficios: La suma de todas las mejoras indicadas en los apartados anteriores dan lugar a un considerable aumento de producción de válvulas con una calidad óptima, sin necesidad de instalar nuevas máquinas o nuevos sistemas de verificación y control, lo cual repercute en un aumento de los beneficios.













