
El pintado de los elementos plásticos
01/09/1996
ingeniero técnico químico, y organizado por el Centro Español de Plásticos.
Pese a que las características de los materiales plásticos pueden variarse ampliamente y adaptarlas a la situación en uso mediante el empleo de aditivos, lo que hace que no sea necesario pintarlos en muchas aplicaciones, es mediante el pintado cuando se obtienen los niveles de calidad requeridos cuando las exigencias son más extremas. El tipo de pintura a utilizar y el procedimiento idóneo dependen del material plástico a pintar y de las especificaciones técnicas que debe superar la pieza una vez pintada, y que son reflejo de las posibles situaciones de esfuerzo a que se verá sometida durante su vida útil.
Obtener cualquier color, sea metalizado o sólido, modificar el aspecto superficial, brillo o textura de la pieza, mejorar su resistencia a la abrasión o al rayado, disimular defectos de moldeo, ampliar su resistencia a los disolventes u otros agresivos químicos, mejorar su comportamiento a la intemperie y evitar la exudación de plastificantes son algunas de las causas que obligan al pintado de los plásticos. Sin embargo, en muchos casos privan razones puramente decorativas y estéticas.
El pintado ofrece efectos y acabados no alcanzables de otra forma, con unas características que complementan y superan a las del plástico sin pintar. Con todo, si el sistema elegido para el pintado no es el correcto se puede dar origen a unos resultados totalmente opuestos al propósito original. Para efectuar de forma acertada esta elección, pues, deben conocerse las características del plástico a pintar y los requerimientos de los diferentes procedimientos de pintura.
El material condiciona el sistema de pintado
Una de las características que hay que conocer es la temperatura que podrá soportar el material plástico que debemos pintar, ya que con ello podremos saber a qué temperatura hemos de efectuar el secado de la pintura, o cualquier otro tratamiento que debamos realizar con recurso térmico, sin provocar deformaciones en el material.
La tabla 1 muestra las resistencias térmicas de algunos materiales plásticos. Estas temperaturas pueden variar ligeramente según la cantidad de cargas o fibras de relleno que lleve el material y que permiten, gracias a una mayor consistencia y reforzamiento del plástico, un mejor comportamiento frente a incrementos de temperatura de corta duración.
La resistencia del material frente a distintos disolventes es otra característica que interesa conocer, porque nos permitirá discriminar aquellos que nos puedan producir problemas de uso en el desengrasado o en la aplicación de la pintura.
En el caso de pinturas en base solvente, mayoritarias en nuestro país, se seleccionarán aquellas que no contengan disolventes que puedan atacar al material. Disolventes no adecuados resultarán agresivos y producirán ataques en los plásticos sensibles, dando origen a reblandecimientos por disolución del material plástico y creando tensiones superficiales que disminuyen las propiedades mecánicas del conjunto. La tabla 2 muestra la sensibilidad de algunos materiales plásticos al ataque de los disolventes.
La importancia de la utilización de la pieza
Se debe tener muy en cuenta el sector en el que se utilizará la pieza pintada, ya que los requerimientos en cuanto a exigencia y durabilidad no serán los mismos. No se tratará de la misma forma, especialmente debido a factores económicos, un objeto de escritorio, un juguete, un equipo de alta fidelidad o una pieza del interior del automóvil, por poner sólo unos ejemplos.
La pieza pintada deberá superar unas especificaciones técnicas que pretenden ser el reflejo de las situaciones de esfuerzo a que se verá sometia durante su vida útil, comprobaciones que se evaluarán según normas estandarizadas y reconocidas.
Una característica a tener muy en cuenta en la pintura es la flexibilidad, ya que ésta debe estar en consonancia con el substrato plástico y debe cumplir unas prestaciones que lo mantengan resistente frente a solicitaciones mecánicas, factores climáticos y factores agresivos de tipo químico.
La resistencia al impacto de un elemento plástico pintado (ABS, PC, etc.) puede verse disminuida debido al uso inadecuado de pinturas excesivamente rígidas o por la utilización de disolventes agresivos. Si la pintura es excesivamente rígida, al producirse un impacto la deformación producida rompe la película de pintura que, a su vez, al estar muy bien adherida sobre el substrato, da origen a una grieta, a modo de entalla, que se transmite al plástico debilitándolo.
Distintas técnicas de aplicación
El pintado de materiales plásticos, en cuanto a equipo e instalación, no difiere excesivamente del de otros materiales, por ejemplo los metales, teniendo en cuenta siempre las citadas limitaciones de ciertos plásticos ante temperaturas elevadas o el empleo de algunos disolventes. Por otra parte, se han desarrollado técnicas específicas adaptadas a los plásticos.
Las técnicas de aplicación de la pintura sobre el plástico son, a grandes rasgos, las siguientes: método aerográfico, método electrostático, pintado de la pieza en el molde y metalización por alto vacío.
Métodos aerográficos.-
Consisten en la pulverización mediante pistola aerográfica, manejada de forma manual o bien con robots programables. Es el método más ampliamente utilizado.Métodos electrostáticos.-
La pieza se recubre mediante la utilización de equipos de pulverización electrostáticos, previa conversión de la pieza de plástico en conductora. Esta técnica aprovecha la atracción electrostática entre la pieza y las partículas de pintura que se proyectan, con carga de signo distinto al de la pieza. De esta forma se consigue minimizar las pérdidas por aerosol, con el consiguiente aumento del rendimiento de la pintura.La pieza se carga recubriéndola con una imprimación (las imprimaciones son pinturas que no pueden ser consideradas como acabados con efectos estéticos, sino que persiguen una determinada funcionalidad) que le dé anclaje, aunque este sistema a veces no compensa desde el punto de vista económico. Algunas piezas, como por ejemplo las que llevan serrín como carga, pueden pintarse directamente por métodos electrostáticos.
La aplicación electrostática puede automatizarse de la misma forma que en los sistemas aerográficos.
Pintado de la pieza en el molde (Técnica IMC, In Mould Coating).- El método de pintado de la pieza en el molde es exclusivo de los materiales plásticos y permite utilizar diversas técnicas, que difieren ligeramente unas de otras.
Para la obtención de piezas de espuma PUR pintadas en el molde, por ejemplo, se sigue el siguiente procedimiento:
- pulverización del interior del molde, calentado a 40ºC, con agente antiadherente,
- pulverización de la pintura de acabado sobre el antiadherente,
- cierre del molde e inyectado de los materiales de espumación, debidamente dosificados,
- proceso de reacción y curado y
- apertura del molde y extracción de la pieza pintada.
Obtención de piezas de SMC pintadas en molde.-
Las piezas de SMC presentan por lo general problemas de poros, que son detectables incluso después del pintado. Para evitar esta situación se recurre a la aplicación de pintura altamente reactiva, que actúa de selladora o tapaporos en la misma operación de moldeo. Las operaciones a efectuar son las siguientes:
- dosificación del mat de poliéster en el molde,
- prensado y reacción de endurecimiento del material,
- apertura del molde, sólo unos milímetros, para dosificar mediante inyectores la pintura selladora reactiva,
- Cierre del molde y prensado para distribuir la pintura selladora por toda la superficie,
- curado de la pintura y el SMC y
- apertura del molde y extracción de la pieza.
Cuando se utiliza este procedimiento puede inyectarse, en la operación de apertura del molde, una pintura conductora a modo de imprimación que permite aplicar posteriormente un acabado de color mediante sistema electrostático.
Metalización por alto vacío.-
Consiste en dar apariencia metálica a una pieza de plástico y es una técnica muy utilizada, por su utilidad decorativa y técnica, en los sectores de automoción, bisutería, material sanitario, juguetería, perfumería y electrónica, por citar sólo unos cuantos.Las etapas a seguir son las siguientes:
- aplicación de una mano de barniz (pintura que forma una película transparente) incoloro sobre el material plástico, para sellar posibles poros y dar anclaje al aluminio,
- secado,
- introducción de las piezas en campana de vacío para efectuar la deposición del metal, generalmente aluminio; se parte de una pieza de este metal colocada en el interior de una resistencia de wolframio,
- cierre de la campana; se efectúa entonces un vacío de 10 -3 a 10 -6 torr y se calienta la resistencia, por lo que el aluminio sublima (pasa de sólido a gas) -ya que su temperatura de sublimación es mucho más baja en el vacío- y se deposita en las zonas frías, o sea, en las piezas. Este aluminio depositado en las piezas barnizadas forma una fina película de un brillo metálico espectacular,
- apertura de la campana y extracción de las piezas,
- aplicación de barniz de protección; este barniz puede ser coloreado si se desea un color final distinto al del aluminio, y
- secado del barniz de protección.
Preparación de la superficie
En el pintado deben tenerse en cuenta una serie de recomendaciones referentes a la preparación de la superficie, los parámetros de la pintura y la puesta a punto del equipo e instalación en general. Estas recomendaciones son de extrema importancia para evitar posibles problemas de pintado, que se traducirán en piezas con imperfecciones que deberán ser rechazadas con el consiguiente costo económico al que hay que añadir la siempre difícil, por no decir imposible, recuperación de las piezas defectuosas.
Hay que tener en cuenta, además, que los materiales plásticos deben admitir el repintado, es decir, la aplicación de una capa sobre otra, porque no pueden decaparse (no puede eliminarse la capa de pintura).
La pieza debe presentar una superficie limpia y seca, apta para recibir la capa de pintura, por lo que en esta fase se prepara la pieza para evitar todos los elementos perturbadores de un buen pintado mediante una operación de desengrase y limpieza que elimina cualquier resto de desmoldeante, polvo, grasa, etc.
Si el plástico es sensible a los disolventes, se utilizarán materiales de limpieza acuosos (en medio ácido o alcalino), alcoholes, o hidrocarburos alifáticos. En el caso de los plásticos más resistentes a los disolventes pueden utilizarse también disolventes clorados en fase vapor, aunque tienen poco futuro por razones medioambientales y de higiene industrial. Lo que se recomienda siempre, si se utilizan disolventes, es que éstos sean de rápida evaporación. Con todo, esta operación puede obviarse si no se han utilizado desmoldeantes.
Debido a la tendencia de los plásticos a acumular cargas electrostáticas y, consecuentemente, atraer y retener el polvo, las piezas deberán pasar a través de una estación de soplado con aire ionizado para eliminar este polvo. Esta operación se efectuará inmediatamente antes del pintado. Una precaución elemental al manipular las piezas es la utilización de guantes.
Pretratamientos para aumentar la polaridad
Algunos tipos de plásticos, como las poliolefinas PP-PP/EDPM-PE, no pueden pintarse de forma satisfactoria porque su baja polaridad impide que el recubrimiento se adhiera de forma adecuada. Entonces deben efectuarse pretratamientos complementarios que originan transformaciones en la superficie de los plásticos y un aumento de la polaridad del material, con vistas a una mejor adherencia de la capa de pintura aplicada.
Los métodos utilizados para aumentar la polaridad son el tratamiento corona (transformación superficial a base de descargas de alta tensión), tratamiento con plasma a baja presión, ataque con ácido crómico en caliente, aplicación de una solución de benzofenona y aplicación de radiación ultravioleta, flameado y aplicación de solución de poliolefinas cloradas, siendo los dos últimos los métodos más utilizados.
El flameado consiste en recorrer la superficie del plástico con una llama oxidante, que provoca un aumento de la polaridad del material y facilita por ello su pintado. Este tratamiento se complementa en muchos casos con la aplicación posterior de un promotor de adherencia a base de poliolefinas cloradas, o sea, la aplicación de una ligera película de este producto sobre la superficie de la pieza mediante pulverización aerográfica o por simple inmersión.
Efectuada la aplicación por uno u otro método, bastará esperar unos minutos para que, una vez evaporados los disolventes que componen dicha solución, pueda procederse a la aplicación de la o las siguientes capas de pintura. Se insiste en la necesidad de aplicar una capa muy fina del producto, ya que de lo contrario la adherencia podría no ser satisfactoria.
En el caso del POM (polióxido de metileno), plástico de muy difícil adherencia, se requiere un ataque con una solución de ácido fosfórico caliente durante unos minutos.
Una vez realizados cualquiera de los tratamientos descritos, se pasará a la etapa de pintado propiamente dicha.
Precauciones en la pintura e instalaciones
Por lo que se refiere a la pintura propiamente dicha, se tendrá la precaución de almacenarla en lugares bien ventilados y en los envases originales perfectamente cerrados, evitando la luz solar directa y procurando que la temperatura esté entre los 5 y los 35 ºC. Se utilizarán los lotes siguiendo el estricto orden de recepción, y se seguirán las instrucciones del fabricante en lo referente a dosificación del endurecedor y ajustes de viscosidad.
Los envases que contienen la pintura, el endurecedor y los disolventes deben taparse una vez se han utilizado para evitar la evaporación de los disolventes o la contaminación de su contenido.
En cuanto al equipo e instalaciones, la cabina de pintura (ya que los sistemas de aplicación son fundamentalmente aerográficos) debe mantenerse bajo una extrema limpieza para evitar problemas de arrastre de partículas de polvo que se depositarían sobre la superficie húmeda de la pintura. La cabina deberá estar, en lo posible, presurizada para evitar la entrada de polvo del exterior.
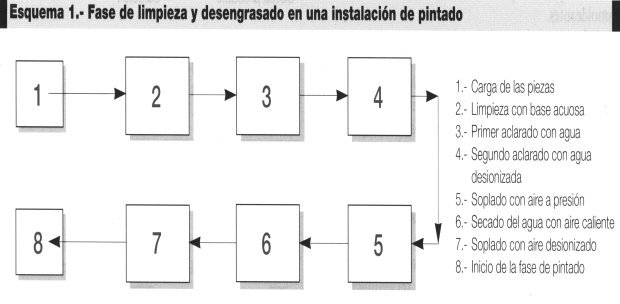 Esquema 1 Fase de limpieza y desengrasado en una instalación de pintado
Esquema 1 Fase de limpieza y desengrasado en una instalación de pintado 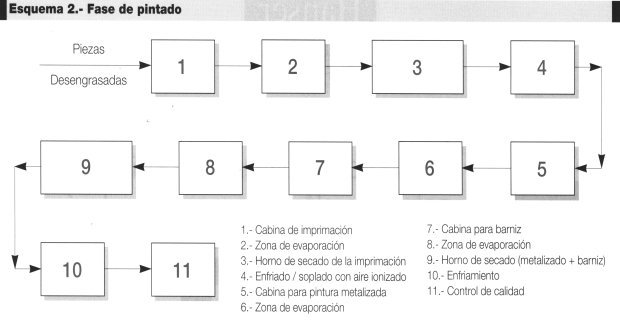 Esquema 2 Fase de pintado
Esquema 2 Fase de pintado La temperatura de dicha cabina se mantendrá idealmente entre los 20 y los 24ºC y la humedad alrededor del 60%, reduciendo este último factor el riesgo de carga electrostática en las piezas de plástico. El circuito de la instalación de pintura, por otra parte, debe limpiarse sistemáticamente al acabar la jornada de trabajo y siempre que se efectúe un cambio de color o de tipo de pintura.
Instalaciones de pintado
En el esquema 1 se representa la fase correspondiente al desengrasado, que suele ser en medio alcalino o ácido en base acuosa, con las correspondientes etapas de lavado y aclarado final con agua desionizada con el fin de evitar problemas de ampollamiento en caso de exponer las piezas en ambientes de alta humedad.
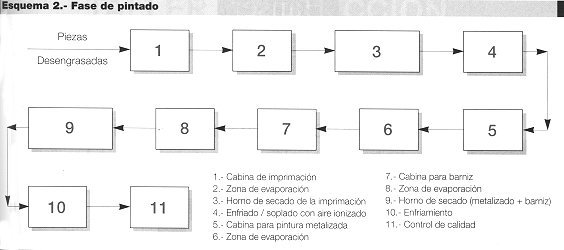 Esquema 2 Fase de pintado
Esquema 2 Fase de pintado El esquema 2 corresponde a la fase de pintado, partiendo de la fase de desengrasado y limpieza anterior. Incluye la aplicación de imprimación y la posibilidad de aplicar sistemas bicapa. Lógicamente, pueden añadirse o eliminarse etapas y diseñar distintas alternativas de pintado.
Los campos de aplicación del pintado de plásticos incluyen componentes de vehículos como por ejemplo parachoques, embellecedores de ruedas, espejos exteriores, piezas de carrocerías y asientos, pintándose estos últimos según el tono correspondiente para una configuración atractiva del interior.
Otros campos de aplicación son el lacado de artículos deportivos como esquíes y raquetas de tenis, y de televisores, vídeos, carcasas de ordenador y cabinas telefónicas completas, así como recubrimientos a prueba de rayado de plásticos transparentes como el vidrio.
 Figura 1 Cada vez es mas frecuente el pintado de componentes de plástico con esmaltes diluibles con agua.
Figura 1 Cada vez es mas frecuente el pintado de componentes de plástico con esmaltes diluibles con agua.  Figura 2 Cada vez es mas frecuente el pintado de componentes de plástico con esmaltes diluibles con agua.
Figura 2 Cada vez es mas frecuente el pintado de componentes de plástico con esmaltes diluibles con agua. Las fotografías que se adjuntan muestran imágenes de una cadena de pintado de componentes de plástico instalada en una fábrica de automóviles para la aplicación de capas de recubrimiento diluibles en agua en forma de agente adhesivo, imprimación y esmalte base.
Los parachoques, alerones y demás componentes de los turismos fabricados en PP-EPDM y R-RIM primero se desengrasan, limpian y enjuagan varias veces con agua totalmente desmineralizada en una instalación de lavado por pulverización de 5 zonas dotada de un sistema de enjuagado en cascada para economizar agua.
Después, los componentes pasan sucesivamente por una zona de soplado, un horno de secado de agua, una estación automática de flameado y un equipo de limpieza por aire ionizado.
Durante la primera operación de trabajo se aplica, por pulverización, un agente adhesivo (esmalte diluible con agua). Luego se procede a la evaporación, la aplicación de imprimación y un secado. El proceso de aplicación de los esmaltes sólidos se desarrolla de forma prácticamente idéntica: limpieza mediante soplado por aire ionizado, aplicación de la capa de esmalte base, secado intermedio, aplicación de esmalte transparente y procesos de evaporación y secado.
Hay que tener en cuenta que, actualmente, la normativa que regula la contaminación del aire, vertidos de aguas residuales y desperdicios es cada vez más exigente, y describe también las medidas de reciclaje que hay que tomar. La protección del medio ambiente comienza por el tratamiento previo, por lo que cada vez irá imponiéndose más el tratamiento químico por vía húmeda en vez de la limpieza con disolventes orgánicos. El desarrollo de pinturas en base acuosa prosigue a grandes pasos y, aunque de momento su coste es mayor y el acabado de la pieza no es tan bueno, la nornativa europea obligará a su uso generalizado dentro de tres años.
Empresas o entidades relacionadas
Centro Español de Plásticos














{kind=link}