
Cómo obtener papel reciclado descontaminado y biopolímeros de origen microbiano a partir de residuos celulósicos y orgánicos
Sin embargo, algunas sustancias no adecuadas para el contacto con alimentos, como aditivos y tintas, se introducen en el proceso de reciclado y se acumulan en el producto final, pudiendo suponer un riesgo para la salud humana y una gran amenaza para el futuro del papel y el cartón reciclado. De no lograrse este objetivo, y de cumplirse el pronóstico de endurecimiento de la legislación respecto a la presencia de estas sustancias, solo podría utilizarse fibra virgen de la que hay mucha menor disponibilidad y es hasta un 60% más cara lo que afectaría a toda la cadena de valor, según el Análisis de la situación y gestión de los residuos en la Comunitat Valenciana difundido por la Generalitat Valenciana.
El reciclado de papel y cartón es uno de los más importantes del sector a nivel mundial, ya que es un material que presenta un elevado aumento de la producción y, derivado de ello, de sus residuos (en España la recogida aparente de papel para reciclar fue de 4,4 millones de toneladas en 2020, según Statista). Debido al volumen generado y a su amplio uso en diversos sectores industriales, se está mostrando interés en el desarrollo de nuevas tecnologías de valorización por parte de los fabricantes de papel, las industrias transformadoras o incluso de los propios consumidores.
Por otra parte, la creación de nuevos materiales es una necesidad para el progreso tecnológico e ingenieril de la sociedad actual. Asimismo, la sociedad exige materiales con excelentes propiedades mecánicas, de bajo coste, sostenibles y amigables con el medio ambiente. En la búsqueda de materiales con estas propiedades se acude a elaborar materiales compuestos de cierto origen natural, los cuales combinan una matriz y un refuerzo, así elevan las prestaciones de ambos logrando un material único con características específicas.

Uno de los materiales de especial interés para realizar refuerzos en la celulosa bacteriana (en adelante CB) es una fibra natural con excelentes propiedades como la alta cristalinidad, resistencia, no toxicidad, biodegradabilidad y un alto grado de pureza (ausencia de hemicelulosa o lignina), siendo un interesante sustituto de la celulosa vegetal. Debido a sus excelentes propiedades, la CB presenta aplicaciones en diversos sectores industriales como la industria papelera, la alimentaria, cosmética, biomédica o electrónica, de acuerdo con Bacterial Cellulose Production and its Industrials Applications, publicado en 2014. Sin embargo, el principal reto en la producción de este biopolímero consiste en hacerlo rentable maximizando los rendimientos obtenidos y minimizando los costes productivos, sobre todo derivados de la materia prima para su producción mediante fermentación microbiana.
Con la finalidad de contribuir al desarrollo de procesos que permitan obtener papel reciclado descontaminado y biopolímeros de origen microbiano a partir de residuos celulósicos y orgánicos, el centro tecnológico Itene ha desarrollado nuevas tecnologías para la producción y reciclado de productos celulósicos mediante la eliminación de aceites minerales y la fabricación de celulosa bacteriana en el marco del proyecto Valocel, financiado por el Instituto Valenciano de Competitividad Empresarial (Ivace) con fondos Feder y desarrollado entre junio de 2022 y junio de 2023.
Nuevas tecnologías para la producción de papel reciclado a partir de residuos celulósicos
Unos de los principales contaminantes que se pueden encontrar en los papeles reciclados son los hidrocarburos saturados (MOSH) y los hidrocarburos aromáticos (MOAH), que son compuestos orgánicos heterocíclicos y alcanos. Por ello se han desarrollado técnicas de eliminación de estas sustancias de las pastas papeleras, ya que restringen su uso para aplicaciones de mayor valor añadido.
Las principales técnicas son el uso de extracciones tipo líquido-líquido como el limoneno o la acetona, que presentan como principal inconveniente el aspecto económico, debido al alto coste derivado de la recuperación de estos disolventes, así como su elevada inflamabilidad.
Para solventar dichas barreras, otra potencial solución es el uso de fluidos en condiciones supercríticas y, en concreto, el CO2. Estos fluidos son unos excelentes disolventes de compuestos orgánicos y más concretamente de aceites minerales. Sin embargo, este método presenta elevados costes de inversión y dificultades de operación, limitando su escalado a nivel industrial.
Además de los métodos de extracción química, existen otros sistemas basados en el uso de materiales de elevada superficie específica, tales como los aerogeles o 'polymer beads', actuando todos ellos por adsorción del aceite mineral.
El proyecto se ha centrado en la eliminación de sustancias no adecuadas para el contacto con alimentos que pueden suponer un riesgo para la salud humana y que pueden limitar el empleo de materiales celulósicos recuperados en determinadas aplicaciones de alto valor añadido, como envases alimentarios.
Para ello, se ha desarrollado un proceso para descontaminar el papel recuperado de aceites minerales, contaminantes que pueden aparecer durante el proceso de reciclado. Este proceso consiste en la aplicación de perlas poliméricas a los residuos de papel durante el proceso de reciclado (figura 1). Una vez introducidas, estas perlas poliméricas logran adsorber los aceites minerales alcanzando unos valores de eficiencia superiores al 99%.
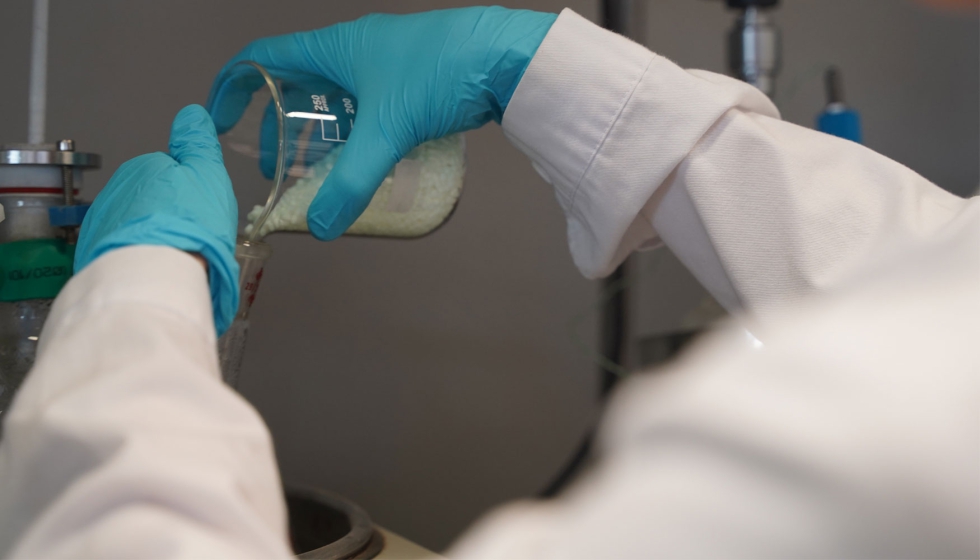
 Introducción de los 'polymer beads' en el reactor para llevar a cabo el proceso de descontaminación de papel...")
Figura 1. A) Introducción de los 'polymer beads' en el reactor para llevar a cabo el proceso de descontaminación de papel. B) Proceso de descontaminación de papel con 'polymer beads' en reactor.
De igual forma, tras la descontaminación del papel (figura 2), se han desarrollado procesos de regeneración de los 'polymer beads', alcanzando unos valores de eficiencia del 100% en algunos contaminantes, permitiendo su reutilización durante varios ciclos consecutivos de descontaminación de papel y regeneración sin verse mermadas notablemente sus propiedades fisicoquímicas. Este ha sido un paso importante en el reciclado de los 'polymer beads', permitiendo reducir los costes económicos que van ligados a estos procesos. Al incluir el proceso de descontaminación de papel y regeneración de 'polymer beads' en una planta recicladora de papel se encarecería el precio, según estudios preliminares, en menos de un 5% del valor del papel reciclado final.
 y papel descontaminado (derecha) mediante el proceso desarrollado por Itene...")
Figura 2. Papel contaminado (izquierda) y papel descontaminado (derecha) mediante el proceso desarrollado por Itene.
Nuevos procesos de obtención de materiales celulósicos de origen microbiano a partir de fuentes alternativas
Dada la necesidad actual de nuevos materiales con las excelentes propiedades que presenta la CB, la producción mediante fermentación presenta una alternativa atractiva que se engloba en un nuevo campo de las biorrefinerías. En este sentido, a pesar de la intensa investigación, la producción industrial de CB ha sido limitada debido a la baja productividad y al alto costo de las materias primas.
Además, la generación de subproductos y residuos orgánicos en ciertos procesos industriales tiene un alto impacto económico y medioambiental en la sociedad. Sin embargo, también se pueden utilizar como materia prima para la producción de caldos de cultivo con elevado contenido en azúcares de segunda generación (2G) fermentables y económicamente rentables comparados con los medios comerciales definidos.
Con la finalidad de dar respuesta a la necesidad de producir y escalar la producción de CB a partir de fuentes sostenibles, económicas y mejoradas ante la elevada demanda de este biopolímero debido a sus buenas propiedades mecánicas y barrera y su elevada cristalinidad y grado de pureza, así como debido a la escasez de procesos industriales para producirla, Valocel se ha centrado en el desarrollo de un proceso de hidrólisis enzimática eficiente, tanto de pieles de aguacate como de naranja. Esto, además de contribuir a la economía circular debido al reciclado de los residuos orgánicos al emplearlos como recursos valorizables, también supone el reto de la reducción de costes asociada a la producción de CB al utilizar caldos de fermentación mucho más económicos que su medio de cultivo comercial, el cual aumenta mucho los costes productivos.
Este proceso hidrolítico ha resultado óptimo para las pieles de naranja y consiste en la extracción a partir de enzimas de los azúcares 2G contenidos en dicho residuo para obtener un caldo enriquecido en azúcares como fuente nutritiva que, una vez consumido por microorganismos específicos, permite obtener CB (figura 3).

 Proceso de hidrólisis enzimática de las pieles de naranja en reactor...")
El proceso de producción de CB sostenible desarrollado en el marco de Valocel permite que por cada kilo de piel de naranja se generen 760 gramos de CB húmeda o 23 gramos en seco (figura 4). Así, se ha logrado la valorización de residuos orgánicos de naranja, obteniendo un biopolímero sostenible que puede emplearse en aplicaciones, tanto de envase como de cosmética, debido a su versatilidad en cuanto a longitud de fibras obtenida dependiendo del proceso de obtención y blanqueo de la CB, y que presenta propiedades barrera a grasas similares a las de la celulosa CB comercial, pero reduciendo su coste de producción en un 30% aproximadamente respecto al coste de mercado actual (estimación según estudios preliminares del proceso de escalado a 100 L) gracias a la valorización optimizada de dichos residuos de naranja. En concreto, el precio de celulosa bacteriana comercial se sitúa entre 0,07 y 0,18 /g húmedo 95% y 7,48 /g seco.

Conclusiones
En el marco del proyecto Valocel, el centro tecnológico Itene ha trabajado en el desarrollo de un proceso de descontaminación de residuos celulósicos capaz de eliminar contaminantes, incluyendo aceites minerales, para su posterior uso en la fabricación de nuevos productos celulósicos. Asimismo, ha desarrollado un proceso de regeneración de polymer beads que pueda integrarse con los procesos de descontaminación desarrollados. También se ha realizado una evaluación de la reutilización de los medios de extracción empleados para mejorar la rentabilidad del proceso y reducir los residuos generados.
Por otro lado, se ha optimizado y desarrollado un proceso productivo de CB mediante fermentación a partir del uso de hidrolizados procedentes de pieles de naranja, como extractos nutritivos con alta concentración de azúcares 2G. Además, Itene ha diseñado un prototipo de reactor a 100 L de características específicas para llevar a cabo la producción optimizada a escala piloto de CB. Todo ello se ha llevado a cabo con la finalidad de valorizar residuos de distinta naturaleza para obtener productos de mayor valor añadido.













































