
Transformación de composites estructurales
Redactor de Plásticos Universales
El que podría considerarse como creador de la industria de composites, W. Brandt Goldsworthy, que sigue en activo y cuyas primeras patentes datan de 1935, explica que una de las bromas favoritas para los ingenieros novatos de su empresa era encargarles el cálculo y diseño de un puente en composites, y hacer apuestas sobre si regresaba vivo y entero después de proponerlo al Departamento de Transportes americano.
Hace dos años, ese mismo departamento encargó un estudio sobre el mejor modo de sustituir o rehabilitar con composites los 75.932 puentes de acero con elevada corrosión, las 8.794 presas de alta peligrosidad y las 10.131 plantas de tratamiento de aguas residuales que, construídos en las décadas de los años 30 y 40, presentan un estado de conservación muy deficiente.
Aunque algunos de estos trabajos de sustitución estén ya en marcha, el impacto sobre el mercado de fibras ha sido poco apreciable: por una parte por la falta de disponibilidad que se ha superado hace muy poco tiempo pero, principalmente, porque es necesario encontrar modos de uso de las únicas fibras que son económicamente accesibles: las fibras de vidrio.
Limitaciones estructurales de las fibras de vidrio
Por mucho que sean las que permiten aplicaciones del material a un coste competitivo, las fibras de vidrio tienen el grave inconveniente de que su módulo elástico es muy bajo comparado con el del acero. Si a su escasa elasticidad se añade que, como máximo, un 50% en volumen del composite son fibras y que las matrices casi no aportan rigidez adicional, la relación de módulos con el acero es de la sexta parte (alrededor de 35 GPa contra 210 GPa).
Aunque en la resistencia a tracción la fibra de vidrio puede superar al acero y la densidad del composite es una cuarta parte de la del acero, un par de fórmulas elementales pueden facilitar la comprensión del impacto que tiene el bajo módulo elástico del composite:
Jx = h4/12 (2)
(1) es la fórmula de la flecha de una viga de sección cuadrada de una longitud l bajo una carga P, y K es un coeficiente que depende de la forma de apoyo, E es el módulo elástico del material y J el momento de inercia de la viga. Al ser E cociente de la expresión (P x l), se entiende que cuanto mayor sea el módulo, menor será la flecha a igualdad de las demás condiciones. En un caso tal, la flecha de la viga de composite sería seis veces mayor que la de la viga de hierro.
Pero, si no existen limitaciones de dimensión de la viga y le damos una mayor altura h, entra en juego la fórmula (2), en donde se aprecia que h está elevada a la cuarta potencia, en tanto que la longitud l lo está sólo a la tercera y es posible, aumentando algunas cotas, mejorar el momento de inercia y superar fácilmente el inconveniente del mayor módulo del metal para la mayoría de las aplicaciones, especialmente en sectores de tanta relevancia como el automóvil y la construcción.
Una alternativa sería utilizar fibras tenaces de aramida o carbono, con módulos comparables o superiores al acero, pero su coste por unidad de peso es, como mínimo, diez veces mayor, o de seis a siete si se tiene en cuenta la densidad. Esto hace que pocas de sus aplicaciones sean económicamente viables.
Otra posibilidad es el uso de la hibridación de las fibras que, para las cargas habituales, puede dar resultados parecidos a los de las fibras tenaces a un coste inferior. Pero la hibridación de fibras tenaces con las de vidrio puede plantear problemas que no son aceptables en todas las aplicaciones de larga duración.
La transformación, un problema añadido
Más de un siglo y medio de uso industrial del acero y casi uno del aluminio han permitido desarrollar sistemas de transformación económicos, fiables y de resultados predecibles con absoluta seguridad, lo que no es el caso de los composites, especialmente de sus aplicaciones estructurales, que no cuentan con este bagaje.
Por añadidura, la mayor parte de las aplicaciones con una buena base de datos se han desarrollado en las industrias militar y aeroespacial, en las que las series no son grandes y prima el concepto del rendimiento del material sobre el de su coste.
 Figura 1 La transformación de preimpregnados por autoclave para la industria aeoespacial exige, además de equipos de grandes dimensiones, una preparación extraordinariamente cuidadosa de todos los elementos que intervienen en el proceso, con controles sofisticados tanto previos de los materiales y su posicionamiento como posteriores del producto acabado.
Figura 1 La transformación de preimpregnados por autoclave para la industria aeoespacial exige, además de equipos de grandes dimensiones, una preparación extraordinariamente cuidadosa de todos los elementos que intervienen en el proceso, con controles sofisticados tanto previos de los materiales y su posicionamiento como posteriores del producto acabado. Por ello, sólo se han hecho producciones en serie donde el cliente estaba dispuesto a pagar la excelencia: palos de golf, raquetas de tenis, esquíes y pocas más, aunque se empiezan a utilizar algunos elementos (ejes de transmisión o ballestas) en la industria del automóvil.
En la mayoría de estos casos, el coste de la transformación ha sido casi despreciable con relación al de los materiales y, además, se han desarrollado sistemas específicos de transformación para cada aplicación.No es de extrañar, pues, que las aplicaciones estructurales de los composites se enfrenten a problemas de coste de materias y de procesos de transformación pocos y caros.
Procesos industriales consolidados
Existen excepciones al aserto anterior que se limitan, en la práctica, a los productos de dos procesos: el bobinado (filament winding) y la pultrusión. Éste último es la transposición a los composites del proceso de filado para la fabricación de alambre metálico, es decir, las fibras impregnadas con resina se hacen pasar por una hilera caliente donde ésta fragua y un sistema de estirado actúa sobre el perfil ya endurecido para extraerlo en contínuo de la hilera.
No tiene, en principio, más limitaciones que su campo de aplicación que, por otra parte, es cada día más extenso y la técnica progresa a grandes pasos para aceptar nuevos desafíos. Hace un amplio uso de la fibra de vidrio y ha superado su limitación inicial de falta de refuerzo en la dirección transversal. Por añadidura, la aparición de mechas con matriz termoplástica puede hacer más rápida la transformación, abaratar sus costes (en un futuro) y ampliar su campo de aplicación.
En el bobinado existen cuatro campos de aplicación muy diferenciados. La fabricación de tubería o grandes depósitos, hasta 4.500 mm de diámetro, permite tasas de transformación muy elevadas: una empresa barcelonesa ha llegado a producir 22 toneladas por día de tubería con sólo dos máquinas.Es normal transformar hasta 500 kg/hora por equipo que, por otra parte, no es excesivamente sofisticado. Aunque el proceso implica la fabricación discontínua de longitudes discretas (6 o 12 m), existe un tipo de máquina, desarrollado en Dinamarca por Drosthölm, que produce tubería de forma contínua mediante un sistema de mandrín autoconformable.
Uralita dispuso de una máquina de este tipo en Madrid durante unos años, pero no fabricó un kilometraje importante. Sin embargo, Owens-Corning modernizó este tipo de máquinas y ha instalado factorías en diversos países, entre ellos España (ver n 34 de Plásticos Universales, págs. 42-44), en la que, al inaugurar la factoría de Camarles, ya tenían cubierta la producción de más de un año.
Distinto es el caso de la fabricación de capacidades huecas. Este proceso fue utilizado en la fabricación de los motores de cohete de los Polaris y sus extraordinarios resultados fueron los que dieron nacimiento a la denominación diferenciada de "composites" respecto a los plásticos reforzados.
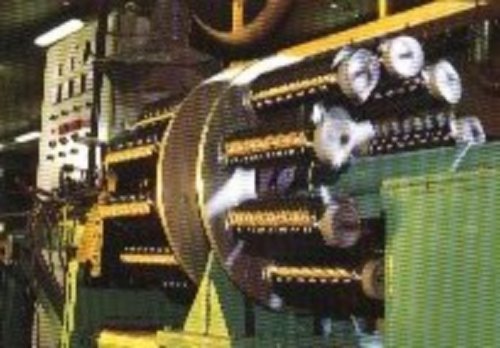 Figura 2 Las líneas de pultrusión cuando se utilizan fibras de alta tenacidad para obtener las máximas características mecánicas. Para evitar torsions de las mechas, deben montarse en cantres giratorios de tensión controlada que no son imprescindibles en los perfiles de fibras de vidrio, de tratamiento menos delicado.
Figura 2 Las líneas de pultrusión cuando se utilizan fibras de alta tenacidad para obtener las máximas características mecánicas. Para evitar torsions de las mechas, deben montarse en cantres giratorios de tensión controlada que no son imprescindibles en los perfiles de fibras de vidrio, de tratamiento menos delicado. Al bobinar fibras impregnadas con resina líquida, fuertemente tensadas, sobre los casquetes polares hemisféricos que cierran los extremos de las capacidades huecas, las fibras deben seguir un sendero geodésico (la distancia más corta entre dos puntos de una superficie convexa) y no es posible utilizar en la práctica un ancho de banda (y cantidad de fibras) grande porque se producirían resbalamientos de las fibras más externas de la banda.
Esto limita la velocidad de transformación y hace caro al proceso: sin embargo, en aplicaciones como los grandes filtros de agua para piscinas, es el más adecuado. En la villa barcelonesa de Balsareny está la empresa que ha producido los grandes filtros para las piscinas olímpicas de Barcelona y Atlanta.
Una variante del bobinado, usada en la fabricación de palos de golf o cañas de pesca, es el enrollamiento sobre un mandrín cónico de tejidos preimpregnados, que se consolidan en estufa previo un recubrimiento con una cinta contráctil.
 Figura 3 Las máquinas de bobinado helicoidal pueden realizar también, con algunas limitaciones, fomras huecas como estos motores propulsores de cohete para satélites espaciales. Precisan cinco ejes de movimiento coordinados de los elementos principales para este tipo de producciones.
Figura 3 Las máquinas de bobinado helicoidal pueden realizar también, con algunas limitaciones, fomras huecas como estos motores propulsores de cohete para satélites espaciales. Precisan cinco ejes de movimiento coordinados de los elementos principales para este tipo de producciones. Finalmente, puede incluirse aquí el Tape Winding o deposición de cinta preimpregnada, utilizado para fabricar alerones y otros elementos aeronáuticos, más lento y costoso aún que los anteriores, pero que permite obtener características mecánicas sobresalientes sobre formas no de revolución.
Procesos estructurales especiales
La fabricación de elementos para la industria aeroespacial utiliza, en general, procesos de consolidación de estratificados manuales en autoclave. Se parte de tejiidos preimpregnados que deben cortarse de acuerdo con patrones precisos y emplazarse sobre el molde con una gran exactitud, endureciendo luego la matriz bajo un ciclo controlado de calor, vacío y presión.
El proceso es caro en razón tanto a los materiales (y el desperdicio inherente) como al procedimiento usado, que lo es todo menos moderno, puesto que ya viene descrito con detalle en publicaciones de 1952. Además, los medios de verificación, tanto de las materias primas como del producto final, son extraordinariamente sofisticados y costosos, incluyendo scanners de un tamaño cinco veces mayor que los usados en medicina.
Sólo recientemente la industria aerospacial ha iniciado la adopción del procedimiento RTM (Resin Transfer Molding) en aplicaciones aeronáuticas y se ha considerado una novedad, cuando es otro proceso de antigüedad considerable.
Para obtener buenas cualidades mecánicas es necesario, en general, un contenido de fibras del 50% en volumen y en casos puntuales se emplean procesos específicos que permiten, como los que anteceden, una elevada tasa de fibras en el estratificado. Esto implica que el proceso utilizado no dañe el contenido de fibras, condición que el prensado con molde y contramolde no cumple, pero existe uno similar, sin prensa, que sustituye al molde macho metálico por uno de elastómero de silicona y efectúa la consolidación mediante la dilatación del molde macho elastomérico al calentar el conjunto. Un procedimiento parecido se ha empleado para fabricar raquetas de tenis.Para la construcción de cascos de velero de regatas que no quepan en el autoclave disponible, se han utilizado sacos de vacío combinados con mantas térmicas deformables que aportan la presión y calor necesarios para completar el moldeo. Otro proceso, que puede tener un futuro industrial importante, es el moldeo secuencial, desarrollado por D. H. Bowen y su equipo del Laboratorio de Materiales de Harwell, para fabricar perfiles contínuos mediante un conformado a prensa en secuencias progresivas.
Nuevos medios para reducir costes
La mayoría de los sistemas descritos requieren partir de materiales semielaborados que encarecen procesos ya costosos en sí mismos. Por tanto, su competitividad para aplicaciones de gran serie que puedan sustituir a la construcción metálica es muy aleatoria.
 Figura 4 El arco de competición ejemplifica las cualidades inigualadas de los composites estructurales; baja densidad, resistencia mecánica, rigidez controlada y recuperación instantánea de energía, unidas a la posibilidad de moldeo en formas complejas.
Figura 4 El arco de competición ejemplifica las cualidades inigualadas de los composites estructurales; baja densidad, resistencia mecánica, rigidez controlada y recuperación instantánea de energía, unidas a la posibilidad de moldeo en formas complejas. 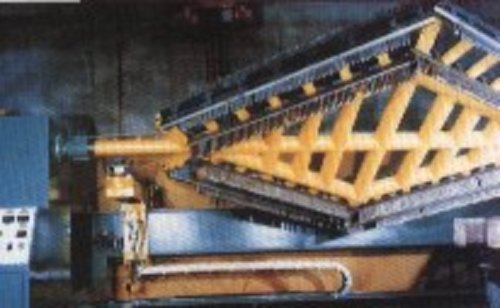 Figura 5 Las máquinas de enrollado de cinta se utilizan para la fabriación de elementeos hucos cónicos como palos de golf y cañas de pesca a gran velocidad. Cada pieza no precisa más allá de unos pocos segundos para pasar a la estufa donde se efectúa el compactado y endurecimiento, aunque suele precisarse un rectificado posterior de la superficie.
Figura 5 Las máquinas de enrollado de cinta se utilizan para la fabriación de elementeos hucos cónicos como palos de golf y cañas de pesca a gran velocidad. Cada pieza no precisa más allá de unos pocos segundos para pasar a la estufa donde se efectúa el compactado y endurecimiento, aunque suele precisarse un rectificado posterior de la superficie. Las excepciones son la pultrusión y el bobinado, que utilizan el refuerzo en su presentación más económica: las mechas contínuas o rovings, que permite también orientar la dirección del refuerzo en la de las solicitaciones previsibles. Existen y se utilizan también para ello tejidos unidireccionales, en los que la trama tiene sólo la función de mantener en posición la urdimbre de fibras tenaces, pero su confección ya implica un coste.
El desarrollo de las matrices termoplásticas abre nuevas expectativas, especialmente las que asocian al roving con la matriz. Se han presentado recientemente dos materiales en esta línea: el Twintex de Vetrotex y el de Flex Composites, cuyo coste es susceptible de reducción para mejorar la competitividad de muchos procesos de transformación, siempre dentro del contexto de cualidades estructurales elevadas. Asistiremos probablemente en los próximos años a nuevos desarrollos que aprovechen las posibilidades de estos materiales, algunos ya iniciados y de los que hemos dado ya noticia (Plásticos Universales n 38, págs. 62-64).
La única limitación para estas aplicaciones será la eventual fluencia que caracteriza a los termoplásticos, que es casi inapreciable para los termoestables. Piezas fabricadas hace 40 años conservan un porcentaje muy elevado de su resistencia mecánica y mejoran substancialmente la duración de elementos metálicos equivalentes en elementos en que puede existir corrosión. Por tanto, en aplicaciones estructurales a la intemperie continuará siendo prudente utilizar termoestables, en tanto que los termoplásticos encontrarán su gran campo de aplicación en los productos de consumo de duración limitada, como los de la industria del automóvil.














")






")




