Europa avanza hacia las aplicaciones de alto valor

En Europa, es de señalar que Alemania es un mercado estable, donde destaca el hecho de que las máquinas estándar encuentran ya un hueco con dificultades, ya que las aplicaciones estándar se están desplazando a los países del este europeo. Por el contrario, el sector está creciendo en sistemas y en automatización.
Un país en retroceso es el Reino Unido, donde la situación es muy complicada, al contrario de lo que ocurre, por ejemplo, en Rusia, que experimenta un desarrollo positivo. Estados Unidos, estable, pero a la baja, y Sudamérica, con mercados en retroceso, dibujan un panorama gris en el continente americano.
A menudo se habla de la importancia de ofrecer en Europa tecnologías para aplicaciones de alto valor, pero pocas veces se aportan datos. Bien, en 2003, de un total de 70.600 máquinas vendidas en el mundo, 8.700 se destinaron a aplicaciones de alta tecnología. Y sabemos más: 17.800 se destinaron a piezas técnicas, 12.300 a 'commodities' y 31.800 a aplicaciones de la gama baja desde un punto de vista tecnológico. La perspectiva para 2007 es que las de alto valor tecnológico asciendan a 12.500 (sobre un total de 74.400) y las de bajo valor desciendan a 29.400.
Por continentes, las cifras denotan una más que probable transición en Asia hacia las aplicaciones de alto valor. De hecho, si en 2003, sobre un total de 55.000 inyectoras vendidas en Asia, 5.600 se destinaron a las high tech, en 2007 se espera que la cifra ascienda a 8.300, siendo el total de 58.300.
En Europa, el año pasado se destinaron a aplicaciones de alto valor 2.500 máquinas (sobre un total de 10.300), mientras que en 2007 ascenderá hasta 3.200, sobre un total de 10.800.
¿Qué quieren los clientes?
- Cada vez más, las decisiones de compra están priorizando la precisión y la ausencia de problemas durante la producción.
- Uno de cada tres transformadores ha tenido que incrementar la frecuencia de cambio de moldes en los últimos diez años, llegando incluso a cambios diarios.
- Cuatro de cada seis criterios utilizados a la hora de decidir una compra están relacionados con cuestiones relacionadas con el servicio.
- La disponibilidad de piezas de recambio a largo plazo se ha convertido en algo más importante que nunca, incluso a la hora de mantener la fidelidad del cliente.
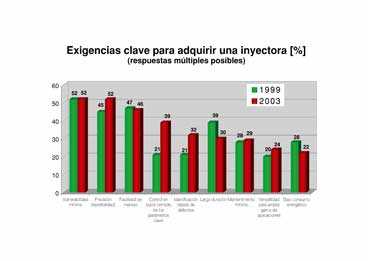
Además, las exigencias de las que los transformadores europeos parten a la hora de plantearse la adquisición de una nueva inyectora han variado, a veces sólo en matices pero muy significativos, desde 1999 hasta 2003. Uno de los cambios más reseñables es la diferente actitud hacia el consumo energético, una cuestión que se encuentra en el punto de mira de la industria desde que la mayor parte de los constructores de máquinas ofrecen equipos totalmente eléctricos. Pues bien, si en 1999 el bajo consumo energético era apreciado por un 29 por ciento de los transformadores, en 2003 el porcentaje bajó al 22 por ciento. También ha disminuido la importancia que se le da a la duración de la máquina (de un 39 a un 30 por ciento).
El incremento más espectacular es el del control en bucle cerrado de los parámetros clave de la máquina. Si en 1999 un 21 por ciento lo consideraba un factor relevante, ahora el porcentaje ha ascendido al 39 por ciento.
Los criterios más valorados son la vulnerabilidad de la máquina (un 52 por ciento lo citaban como elemental en el 99 y el porcentaje se mantiene inalterable), la precisión de la repetibilidad de la máquina (45 por ciento en 1999 y 52 por ciento en 2003) y la facilidad de su manejo (47 por ciento en 1999 y 46 por ciento en 2003).
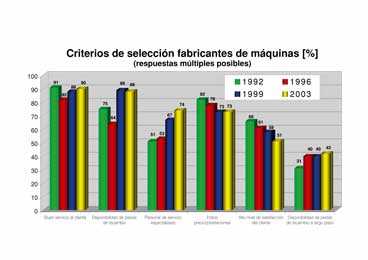
También se han analizado, desde 1992, los criterios que los transformadores siguen a la hora de elegir un proveedor. A la cabeza, se mantiene desde entonces el servicio al cliente. Le sigue la disponibilidad de piezas de recambio, un parámetro que se valora crecientemente (88 por ciento de los transformadores en 2003, frente al 76 de 1992).
| El mercado mundial en 2003 y 2007 (en unidades de máquinas) | |
|
2003 |
|
| Alta tecnología y especificaciones | 8.700 |
| Moldeo técnico | 17.800 |
| Commodities | 12.300 |
| Bajas especificaciones | 31.800 |
| Total | 70.600 |
| 2007 | |
| Alta tecnología y especificaciones | 12.500 |
| Moldeo técnico | 16.700 |
| Commodities | 15.800 |
| Bajas especificaciones | 29.400 |
| Total | 74.400 |
También se han analizado, desde 1992, los criterios que los transformadores siguen a la hora de elegir un proveedor. A la cabeza, se mantiene desde entonces el servicio al cliente. Le sigue la disponibilidad de piezas de recambio, un parámetro que se valora crecientemente (88 por ciento de los transformadores en 2003, frente al 76 de 1992).
")
Algunos de los últimos ejemplos
En la fabricación de puntas de las pipetas se exige una tecnología de inyección sin coladas con una mecánica de precisión de alto valor. La reproducibilidad debe estar por encima de la media, con las menores oscilaciones posibles entre los pesos de las diversas piezas. Son características a las que responde la serie EM de inyectoras totalmente eléctricas de Battenfeld. En la K 2004 se fabricaron puntas de pipeta de polipropileno en una EM1000/210 Unilog B4 con un molde de 34 cavidades de la empresa Tanner. La necesidad energética se ha reducido claramente en un 20% cuando los movimientos de la máquina son continuados. A menudo se pueden alcanzar ahorros energéticos de hasta el 50%.

")
Además, mostró la versatilidad de la serie C3 Sprinter con ayuda de dos ejemplos. Por un lado, con el empleo de moldes de pisos, esta serie cumple los elevados requisitos de rendimiento por lo que respecta a la capacidad de plastificación y al peso de los moldes. Por otro lado, la serie C3 se emplea por primera vez para la técnica de varios componentes. Con la ayuda de una KM 600-3500 C3, Krauss-Maffei dio a conocer la producción de embalajes para alimentos con un molde de pisos con tiempos de ciclo reducidos. Como ejemplo de aplicación, durante la feria se empleó un contenedor de alimentos con un volumen de aproximadamente 550 ml.
| 2003 | |
| Alta tecnología y especificaciones | 2.500 |
| Moldeo técnico | 5.700 |
| Commodities | 2.100 |
| Total | 10.300 |
| 2007 | |
| Alta tecnología y especificaciones | 3.200 |
| Moldeo técnico | 5.500 |
| Commodities | 2.100 |
| Total | 10.800 |

También Engel (en España, Helmut Roegele) está aportando ejemplos interesantes, algunos de ellos con tecnologías de moda. Tal es el caso de la inyección asistida con agua, donde su técnica Watermelt reduce el ciclo de un 40 a un 70 por ciento con respecto a la inyección asistida con gas. Como muchas de sus competidoras, Engel actúa con soluciones inteligentes en otros campos de la inyección, como el de las piezas multicomponente, pero tal vez la técnica X-Melt sea menos conocida. Un ejemplo: la empresa austriaca High Tech Plastics (HTTP) no podría haber realizado el soporte de la lente de un cabezal de láser de un reproductor de DVD sin la técnica X-Melt. Producidas en LCP con un 30 por ciento de fibra cortada, las dos piezas de complejidad extrema para el cabezal de lectura pesan tan solo 115 mg y 50 mg respectivamente. La complejidad y la delgadez de sus proyecciones, así como la exigencia de la precisión absoluta de una inyectada a otra, hacen que la máquina tenga que operar con una ventana de procesos muy estrecha. Un sistema de micromoldeo clásico no puede alcanzar estas exigencias, según indican en Engel. El proceso X-Melt (proceso de inyección mediante expansión desarrollado por Engel para máquinas estándar) hace posible la inyección de estas piezas. HTTP utiliza para ello una E-Motion 200/55 con 55 toneladas de fuerza de cierre. Así, se ha ahorrado la inversión de una máquina específica para micromoldeo, manteniendo a la vez la precisión de las máquinas eléctricas Engel.







