
Sistemas de cambio rápido de moldes de inyección
01/09/1996
El cambio de los moldes en las máquinas de inyección es una operación que conlleva un riesgo importante. Al evaluar el coste de adquisición de un sistema de cambio rápido debe tenerse en cuenta la economía de eventuales riesgos y costes de siniestralidad.
La mayoría de los sistemas actuales de cambio rápido requieren la adaptación de los moldes al sistema, en particular con relación al método de centraje y a las conexiones hidráulicas y eléctricas de los mismos, para obtener el mejor partido. En algunos sistemas se pone el énfasis en la variedad de posibilidades; en otros, en la simplicidad y, en algunos, en la flexibilidad de las soluciones que se ofrecen. Corresponde al transformador elegir, en cada caso, el sistema que mejor se adapte a las condiciones particulares de sus instalaciones.
Todos los sistemas actualizados de cambio de moldes incorporan notables soluciones técnicas. En este artículo se exponen, a modo de síntesis, las características más destacadas de tres de los sistemas existentes que se corresponden con las ventajas esenciales de variedad, simplicidad y flexibilidad mencionadas.
Para un taller con una gran variedad de máquinas y tamaños de moldes, la flexibilidad, es decir, que sea una solución muy completa, es probablemente la característica más deseable. Cuando se realizan cambios muy frecuentes en las mismas máquinas de moldes con características variadas, primará la simplicidad del sistema y, en casos intermedios, la versatilidad.
El sistema mecano-hidráulico de Incoe
El sistema Johns-QMC de Incoe está basado en la dotación de elementos de bloqueo por cuña, de los que se dispone de 8 tipos con capacidades que van desde 8 a 3000 T, que se fijan a las placas portamoldes de la máquina y se accionan electro-hidráulicamente para sujetar el molde, proporcionando, al mismo tiempo, su centraje. Esto implica que los moldes estén dotados de placas de base de medidas normalizadas Euronorm según el tipo de máquina en que deban instalarse, que son también las que incorporan generalmente los sistemas del mando hidráulico, térmico y de control del molde. El bloqueo y liberación de estos elementos se efectúa mediante una llave de seguridad y su accionamiento mediante doble solenoide y un pistón hidráulico, permaneciendo cerrados aunque baje la potencia puesto que la energía hidráulica se utiliza sólo para el accionamiento.
Al operar preferentemente sobre la periferia de la placa de base solidaria del molde, debe asegurarse que ésta tenga suficiente rigidez para que los esfuerzos de apertura del molde no puedan hacerla flexar, aunque su espesor no implica una gran pérdida de la carrera de apertura disponible de la máquina.
El sistema se completa con una variedad de carros portamoldes roll-on roll-outde altura regulable, hasta 20 T de carga admisible, con una cama de rodillos giratoria para colocar el molde que se extrae y, después del giro, emplazar correctamente el molde a situar. Son factibles, lógicamente, la carga o descarga superiores, aunque precisan de un desplazamiento longitudinal una vez situados los moldes a la altura correcta para liberar el saliente del elemento de bloqueo superior.
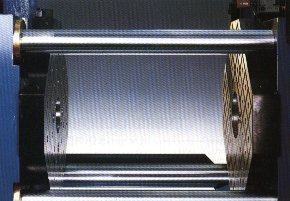 Figura 1 Las placas de fijación magnética se atornillan directamente sobre los taladros Euromap existentes representando una merma de carrera de sólo 68x2 (136) mm. No precisan aporte de energía para mantener la fijación y su desmagnetizado (controlado mediante llave de seguridad) precisa de pocos segundos
Figura 1 Las placas de fijación magnética se atornillan directamente sobre los taladros Euromap existentes representando una merma de carrera de sólo 68x2 (136) mm. No precisan aporte de energía para mantener la fijación y su desmagnetizado (controlado mediante llave de seguridad) precisa de pocos segundos El magnetismo reversible en la fijación de moldes
El desarrollo del magnetismo reversible por Tecnomagneteha proporcionado un método extraordinariamente simple de fijación de moldes. El sistema consiste en dos placas, denominadas módulos Quad-Press, dotadas de imanes electro-permanentes que constituyen, o se fijan a, las placas portamoldes de la máquina y que presentan una superficie plana sobre la que se adherirán magnéticamente los moldes. No se precisan, pues, placas portamoldes.
Estos módulos están disponibles en dos versiones: el circuito magnético de la QP/Iviene integrado en los platos porta-moldes de la prensa mecanizados expresamente y la versión auto-contenida QP/Rlos módulos se fijan directamente sobre los agujeros Euromapexistentes mediante tornillos: en este último caso se pierde una pequeña parte de la carrera de apertura de la máquina debido al espesor (68 mm en cada plato) de las placas magnéticas.
La geometría del circuito magnético está realizada de modo que permita la pre-situación de los taladros pasantes para los extractores y ambos tipos de módulos están disponibles en versiones "C"para prensas en frío y "H"para prensado en caliente.
Los módulos están dotados de sensores de proximidad que bloquean inmediatamente el ciclo de trabajo si el molde se separa más de 0,2 mm de la superficie magnética, con lo que se detecta, al mismo tiempo, si existen materias extrañas en la superficie de los platos o un mal posicionamiento inicial del molde. No es necesaria ninguna modificación de los moldes para adaptarlos a este sistema y resultan totalmente des-magnetizados después de sacarlos de la prensa.
El Quadrisistemadesarrollado y patentado por Tecnomagnetees un circuito magnético permanente de polaridad cuadrada con una gran potencia de atracción que no precisa alimentación eléctrica durante las fases de trabajo, carece de partes internas en movimiento y posee, por lo tanto, una gran fiabilidad y ausencia de mantenimiento.
Los módulos están constituídos por placas mecanizadas en las que están alojados una serie de imanes cúbicos, en los que solamente una de las seis caras trabaja activamente en la superficie, mientras que las otras cinco están completamente revestidas de imanes activos, produciendo una elevada concentración de fuerza, de cinco a uno.
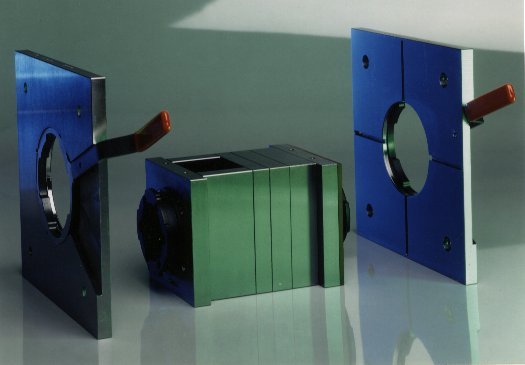 Figura 2 Los moldes ligeros se adaptan con gran facilidad a placas Euronorm mediante un sistema de engrane que precisa sólo una fracción de giro de la palanca, dotando previamente a los moldes del engranaje que suministra también Enerpac.
Figura 2 Los moldes ligeros se adaptan con gran facilidad a placas Euronorm mediante un sistema de engrane que precisa sólo una fracción de giro de la palanca, dotando previamente a los moldes del engranaje que suministra también Enerpac. Los imanes dispuestos lateralmente al polo son estáticos, en tanto que los dipuestos bajo el polo son reversibles. Las bobinas situadas en torno al imán reversible engendran un fuerte campo magnético momentáneo, capaz de invertir la polaridad de este tipo especial de imán. Esto desplaza el campo magnético interno hacia afuera, activando la superficie de trabajo. Durante la fase de des-imantación, el flujo magnético es corto-circuitado dentro del plato y anula la fuerza de atraccion.
El perímetro exterior de los platos está dotado de medios para conducir los flujos magnéticos y aislar de la máquina la superficie magnética, eliminando las corrientes magnéticas vagabundas. En la tabla adjunta pueden verse las potencias de los diveros tipos de módulos de este sistema, que consta además de un control electrónico conectable al PCL de la máquina y que puede fijarse a la misma mediante un sistema, magnético también, que no precisa tornillos de fijación.
Automatización de todas las etapas del cambio de moldes
La propuesta de Engely Enerpaces una línea completa de sistemas de cambio de moldes que cubre, en la práctica, todos los aspectos del mismo: el centrado, mediante un ingenioso sistema de diafragma mecánico, el acoplamiento de los eyectores y de los demás sistemas hidráulicos, mecánicos, de aire comprimido y eléctricos de los moldes, los sistemas de transporte y el control por ordenador de los procedimientos.
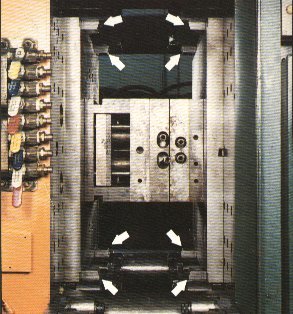 Figura 3 El sistema de Incoe hace necesario dotar a los moldes de placas Euronorm y los fija con un sistema de mando electro-hidráulico a cuñas que queda bloqueado in situ, proporcionando al mismo tiempo el centraje del molde.
Figura 3 El sistema de Incoe hace necesario dotar a los moldes de placas Euronorm y los fija con un sistema de mando electro-hidráulico a cuñas que queda bloqueado in situ, proporcionando al mismo tiempo el centraje del molde. El objetivo del sistema es el de automatizar al máximo el cambio de los moldes, obteniendo actualmente tiempos de cambio de 2 a 5 minutos. Naturalmente, su coste puede resultar elevado si una baja frecuencia de cambios de molde dificulta su amortización, pero el uso de algunos de sus elementos, combinado quizá con otros más tradicionales, puede resultar interesante incluso para talleres de pequeña dimensión.
Como en el primero de los sistemas descritos, los moldes deben equiparse con placas normalizadas Euronorm, que serán las que se sujeten a las placas fija y móvil de la máquina, en donde se posicionan los sistemas de fijación. La distribución de tamaños de las placas se hace, habitualmente, de acuerdo con la potencia de la máquina de inyección.
En una primera etapa de automatización, se utilizan para los cambios los elementos de elevación de la planta, que se substituyen por medios de transporte horizontal, de arrastre manual o motorizado similares a los descritos antes, a medida que progresa la automatización del conjunto. En una etapa final, se tiende a utilizar carros portamoldes montados sobre raíles, de modo que sería posible efectuar cambios de molde directamente desde el tablero de control, incluyendo una estación de pre-calentamiento para atemperar el molde y acortar el tiempo de puesta en marcha después del cambio.
Una alternativa a los carros sobre raíles que ofrece Enerpacson los carros sobre colchón de aire, especialmente adecuados para moldes muy pesados (hasta 125 T) o cuando el espacio alrededor de la máquina es limitado. Precisan un suelo especial y la correspondiente conexión de aire comprimido.
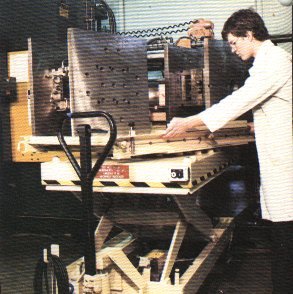 Figura 4 El transportador roll-on/roll-off de moldes de Incoe incorpora una mesa giratoria para enfrentar con facilidad el nuevo molde una vez extraído y apoyado el anterior, quedando correctamente posicionado para su fijación.
Figura 4 El transportador roll-on/roll-off de moldes de Incoe incorpora una mesa giratoria para enfrentar con facilidad el nuevo molde una vez extraído y apoyado el anterior, quedando correctamente posicionado para su fijación. Quizá lo que distinga a este sistema son los medios de interconexión inmediata desarollados para el acoplamiento instantáneo de la hidráulica, neumática, electricidad y electrónica de cada molde, que requieren una intervención humana mínima. También destaca el sistema de amarre manual rápido para moldes pequeños, consistente en placas normalizadas con una abertura especialmente dentada, correspondiente a un respaldo dentado del molde, que se fija con una fracción de giro de palanca y el conjunto, ahora normalizado, puede montarse en la máquina.
El sistema de fijación propiamente dicho consta de 4 o más cilindros hidráulicos de auto-retención y centrado automático, montados sobre las placas portamoldes de la máquina, incluyendo regletas con rodillos para el montaje lateral de los moldes.
Criterios de selección del sistema
La selección del sistema o de las partes de uno de ellos que se desee incorporar debe hacerse bajo un criterio que combine la rentabilidad, con un plazo de amortización corto, la posibilidad de ampliación de la automatización si se prevé una ampliación posterior de la planta y, ante todo, la seguridad para el personal que ha de manejarlos. El análisis del coste en términos de horas de mano de obra especializada perdidas o la simple indisponibilidad por pequeños accidentes, sin considerar otros más serios, puede sorprender a quien no lo haya contabilizado anteriormente.
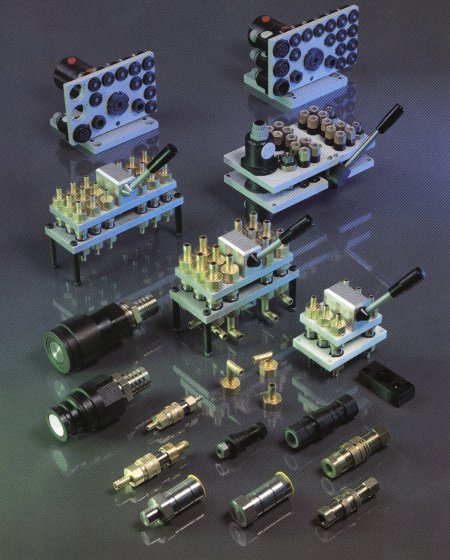 Figura 5 Los sistemas Enerpac se completan con una variedad de acopladores simples y múltiples, manuales o automáticos, que simplifican extraordinariamente estas operaciónes y pueden incorporarse a otros sistemas de cambio rápido de moldes.
Figura 5 Los sistemas Enerpac se completan con una variedad de acopladores simples y múltiples, manuales o automáticos, que simplifican extraordinariamente estas operaciónes y pueden incorporarse a otros sistemas de cambio rápido de moldes. Como puede comprobarse por lo que antecede, existen medios para diseñar un sistema de cambio rápido de moldes específico para cada taller de moldeo, en cuya definición pueden colaborar técnicos y operadores del mismo y los de las empresas fabricantes de sistemas, al objeto de obtener la máxima rentabilidad de la instalación.
| Los sistemas de cambio mecano-hidráulicos implican que los moldes estén dotados de placas de base de medidas normalizadas (Euronorm) según el tipo de máquina en que deban instalarse | Los módulos magnéticos están disponibles en dos versiones: integrados en los platos porta-moldes o en forma de placas-módulo que se fijan sobre los taladros Euromap existentes |
Empresas o entidades relacionadas
Euromap c/o VDMA, FV KuG























































