
Moldes para compresión de termoestables
Cargar siempre con exceso de material
Se comprime el material para que tenga lugar una reacción química bajo determinadas condiciones de temperatura y presión.
Con este artículo Plásticos Universales inicia una serie dedicada a los moldes para transformación de materias plásticas. Al presente, dedicado a la compresión de termoestables, le seguirá, en sucesivos números, moldes para transferencia de termoestables, moldes para soplado, moldes de inyección, moldes para espumación, moldes para termoconformado por vacío, y otros.
Moldes de compresión
Un gran porcentaje de los moldes usados para los termoestables son de compresión. Los primeros moldes empleados fueron manuales pero, debido a su elevado coste, han sido progresivamente sustituidos por otros desarrollos. No obstante, los moldes manuales son los más adecuados para el moldeo de prototipos.
El moldeo por compresión consiste en comprimir un compuesto para que adopte la geometría deseada, manteniendo este compuesto bajo la acción de presión y temperatura mientras tiene lugar una reacción química. El molde debe ser diseñado para que ello se realice de la forma más simple y económica, para que los insertos puedan ser colocados con facilidad y para que la pieza pueda se extraída sin sufrir deformaciones.
Existen diferentes tipos de moldes de compresión, que describiremos a continuación.
- Moldes de rebabas
- Moldes positivos
- Moldes semipositivos
- Moldes semipositivos con grupos de cavidades
Moldes de rebabas
El molde de rebabas es el tipo de molde más simple y todavía se usa para piezas con una geometría simple tales como los ceniceros. Este tipo de molde se construye con unos platos donde se alojan los postizos y otros donde se aplica la fuerza de cierre del molde, así mismo se colocan unas guías que aseguran el perfecto alineamiento cuando el molde abre y cierra (figura 1). El acero que se debe de utilizar para construir las cavidades debe ser un acero de trabajo en caliente endurecido para poder soportar las altas presiones de compresión. Así mismo el acabado superficial de las superficies de las cavidades debe ser muy bueno, siendo lo normal que estén muy bien pulidas y cromadas.
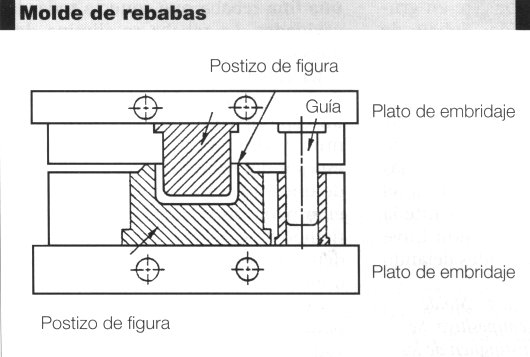 Figura 1 Molde de rebabas. El acero debe ser de trabajo en caliente endurecido para poder soportar las altas presiones de compresión, y el acabado superficial de las superficies de las cavidades debe ser muy bueno.
Figura 1 Molde de rebabas. El acero debe ser de trabajo en caliente endurecido para poder soportar las altas presiones de compresión, y el acabado superficial de las superficies de las cavidades debe ser muy bueno.
Moldes positivos
Tal como se ve en la figura, la fuerza de la parte superior del molde se transmite en la cavidad, situada en la parte inferior del molde, dejando un espacio entre las dos mitades (clearance), lo cual permite que la presión se aplique directamente sobre el compuesto situado en la cavidad del molde.
Los moldes positivos actúan de manera similar a un pistón dentro de un cilindro, y necesitan tener correctamente calculado el espacio entre las dos mitades del molde. Si estos huecos son demasiado grandes, el compuesto se escapa a través de ellos y las piezas no se llenan completamente. Cuando el hueco que queda entre las dos mitades es demasiado pequeño, el aire no se escapa y se producen atrapamientos de aire en la pieza.
Como en todos los moldes de compresión, estos se deben de cargar en exceso de material. Al exceso de material se le debe permitir el escape en sentido vertical mediante la construcción de unos huecos situados en la parte del pistón cuya geometría y dimensiones orientativas se observan en la figura 2.
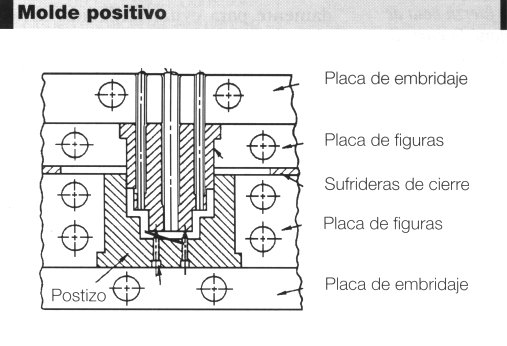 Figura 2 Molde positivo. En la parte del pistón deben construirse unos huecos que permitan escapar al exceso de material en sentido vertical. En estos moldes, las rebabas siempre salen en sentido vertical, y son fáciles de eliminar.
Figura 2 Molde positivo. En la parte del pistón deben construirse unos huecos que permitan escapar al exceso de material en sentido vertical. En estos moldes, las rebabas siempre salen en sentido vertical, y son fáciles de eliminar.
Una ventaja de este tipo de moldes es que las rebabas siempre salen en sentido vertical y, por tanto, son muy fáciles de eliminar.
Este tipo de moldes muy a menudo son multicavidad y suelen ser semiautomáticos mediante la utilización de preformas que se colocan en cada cavidad de manera manual o bien mediante la utilización de un tablero de carga tal como se indica en la figura 3.
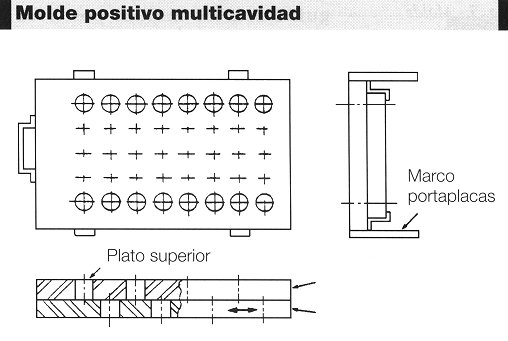 Figura 3 Utilización de un tablero de carga en un molde positivo multicavidad, lo que le permite ser semiautomático.
Figura 3 Utilización de un tablero de carga en un molde positivo multicavidad, lo que le permite ser semiautomático.
Las preformas se colocan en los agujeros del plato A, que se encuentra en línea con las cavidades del molde. Esta carga se realiza previamente al ciclo de moldeo. Con el molde abierto y listo para recibir la siguiente carga de preformas, el plato de carga se coloca adecuadamente sobre las cavidades y el plato B se mueve para colocar sus agujeros justo debajo de los agujeros de los del plato A, permitiendo a las preformas caer en las cavidades. Existen platos de carga que incorporan calentadores eléctricos, por lo que, cuando las preformas caen en las cavidades, tienen ya la temperatura adecuada.
Moldes semipositivos
Los moldes semipositivos se asemejan a los moldes positivos excepto en que la parte que realiza la fuerza besa de plano la parte de la cavidad, tal como muestra la figura 4.
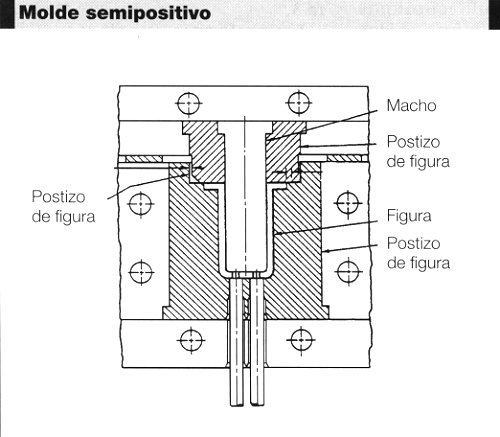 Figura 4 Molde semipositivo. Se distinguen de los positivos en que la parte que realiza la fuerza besa de plano la parte de la cavidad, lo que permite un mejor control del espesor de la rebaba y de las dimensiones.
Figura 4 Molde semipositivo. Se distinguen de los positivos en que la parte que realiza la fuerza besa de plano la parte de la cavidad, lo que permite un mejor control del espesor de la rebaba y de las dimensiones.
El efecto que produce el besar de plano las dos mitades del molde es que se ejerce un mejor control del espesor de la rebaba y de las dimensiones, que se determinan a partir de la línea de partición. Al igual que en los moldes positivos, se colocan placas endurecidas para soportar la presión de la parte móvil de molde y no dañar la parte de las cavidades ni la zona de la parte macho que besa de plano con la mitad de las cavidades.
Tanto en los moldes positivos como en los semipositivos la colocación de la fuerza en el interior de las cavidades produce una buena alineación de las dos mitades del molde y produce piezas con densidad superior a la del resto de tipos de moldes.
Moldes semipositivos con grupos de cavidades
Este diseño de molde combina las ventajas de los moldes positivos y semipositivos con la posibilidad de realizar la carga del compuesto en todas las cavidades de una sola vez.
Este tipo de molde consiste en grupos de cavidades situadas debajo de una zona de carga común. Las cavidades están colocadas en la parte inferior de la zona de carga tal como se muestra en la figura 5. Este espacio de carga es lo suficientemente grande como para poder alimentar todas las cavidades. Cuando el molde cierra, el compuesto es plastificado mediante la acción del calor y de la presión fluye en el interior de las cavidades dejando una fina rebaba que conecta todas las cavidades. La rebaba se elimina después del proceso de moldeo.
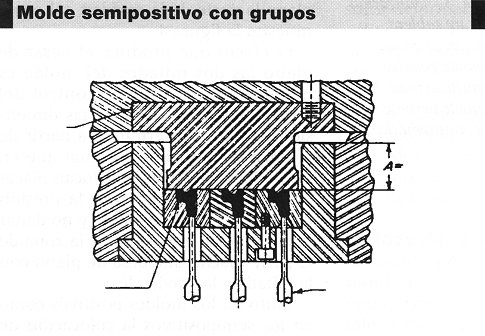 Figura 5 Molde semipositivo con grupos de cavidades. Combina las ventajas de los moldes positivos y semipositivos con la posibilidad de realizar la carga del compuesto en todas las cavidades de una sola vez
Figura 5 Molde semipositivo con grupos de cavidades. Combina las ventajas de los moldes positivos y semipositivos con la posibilidad de realizar la carga del compuesto en todas las cavidades de una sola vez
La rebaba adyacente al perímetro de las figuras moldeadas debe tener un espesor comprendido entre 0,08 mm. y 0,05 mm, mientras que el espesor del resto de la rebaba debe ser de unos 0,4 mm. La rebaba puede ser eliminada por el operario durante el tiempo de curado o las cavidades pueden ser dirigidas a la fase de acabado, donde se mecaniza la rebaba.
Como puede observarse, los moldes para compresión deben soportar elevadas presiones, por lo que es preciso utilizar aceros templados. Además, los moldes deben dimensionarse adecuadamente para evitar la flexión de los platos.
Este tipo de moldes es especialmente apto para el caso de piezas pequeñas, porque facilita enormemente la carga de las cavidades. Cada grupo de cavidades puede ser alimentado con una única preforma, o bien se puede alimentar todo el molde mediante una única preforma.
Los costes del molde son bajos, debido a que desaparece la necesidad de mecanizar sistemas de carga para cada cavidad por separado, puesto que se utiliza un sólo émbolo para cada grupo de cavidades. Sin embargo con este tipo de moldes la densidad no es tan elevada como la conseguida con los moldes positivos y semipositivos.
Rafael Juan
Responsable de moldes de Plásticos Mondragón, S.A.












")


")










