
El láser y su uso estratégico en la industria
Necesidad del marcaje láser de piezas de automoción
Tras sucesivos métodos, la industria del plástico el marcaje láser de plásticos depende del tipo de polímero y las propiedades materiales del mismo, del vidrio, metal y cerámica han dado con el único sistema de marcaje capaz de satisfacer todas las necesidades, el láser. Este sistema aporta numerosas ventajas a la industria frente a otros métodos, como son un alto contraste de marcaje, una alta flexibilidad de marcaje, costes económicos y que, además, el marcaje no debe dar lugar a la posibilidad de eliminar sin daños visibles.
Rellenos, retardadores de llama y aditivos
- Si se utilizan rellenos tales como fibras minerales o fibras de vidrio en gran cantidad, pueden provocar una influencia negativa en el contraste de marcaje de una resina.
- Los retardadores de llama, dependiendo del tipo y del principio de funcionamiento, pueden tener un comportamiento negativo al marcaje, que puede crear desde contrastes de marcaje incorrectos hasta un grabado puro. p.ej. PA 6 con retardadores de llama de fósforo rojo.
- Marcaje claro, blanco imposible
- En general, el comportamiento al láser de todos los aditivos ha de ser analizado antes de ser utilizados en una formulación.
Influencia del tipo de láser y la longitud de onda del mismo
A continuación se presentan brevemente algunos de los tipos de láseres y longitudes de onda más importantes, ya que es muy importante elegir el láser adecuado para cada aplicación.
Láseres de barrido
- Máxima flexibilidad con barrido.
- Cambio de marcaje al cambiar de archivo/programa.
- Aplicación principalmente en la industria tecnológica.
- Ideal para logotipos, códigos de barras, matrículas, etc.
- Se pueden realizar marcajes de gran tamaño.
- Nd: YAG láser, el tipo de láser más importante.
- La longitud de onda más grande es 1064nm, también disponible a 532nm y 355nm.
El marcaje de resinas:
- Dependiendo del tipo de láser y la longitud de onda del mismo, el principio de funcionamiento puede ser muy diferente en combinación con resinas.
- Se pueden observar los siguientes mecanismos de marcaje:
- Grabado.
- Excavación del material.
- Decoloración.
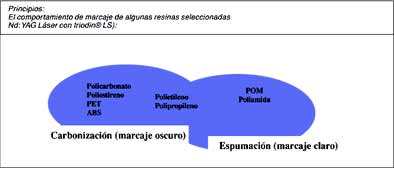
- Carbonización.
- Espumación.
- Cambio de color.
El marcaje de resinas:
- El grabado y la excavación del material se producen, en general, sin mostrar un buen contraste, y por ello, han de ser omitidos.
- La decoloración y el cambio de color de resinas depende de los colorantes y tintes que hayan sido utilizados y, a menudo, no pueden llevarse a cabo con láseres corrientes y sus longitudes de onda. Los láseres que se utilizan más a menudo son los excimer y los Nd: YAG de frecuencia doble o triple.
- Habitualmente, el marcaje de resinas se realiza a través de efectos térmicos. A continuación se describe ese proceso más detalladamente.
Marcaje mediante carbonización y espumación:
- El requisito principal es la absorción del rayo de láser en la resina. La mayoría de la resinas no muestran ninguna absorción o lo hacen de modo insuficiente. Las resinas son transparentes para el rayo de láser que atraviesa la resina sin ningún efecto de absorción.
- Al añadir aditivos o pigmentos es posible lograr la absorción deseada. Hay que elegir la longitud de onda adecuada para lograr la absorción que nos permitirá obtener el efecto deseado en la resina.
Pigmentos y aditivos para uso con láser:
- Los aditivos y pigmentos apropiados:
- Caolín, tizas y arcillas (principalmente para láser CO2).
- Concentraciones altas (> 2%) .pueden provocar cambios en las propiedades del material).
- Silicatos laminados y mica (principalmente láser CO2 ).
- Pigmentos metálicos (láser CO2 y láser Nd: YAG ).
- Gran influencia en el color de la resina.
- Pigmentos perlados (láser CO2 y láser Nd: YAG).
- Óxido de antimonio (III) (Nd: láserYAG ).
- Resultados de marcaje satisfactorios, pero suponen un peligro toxicológico.
Aditivos y pigmentos para uso con láser:
- Los aditivos y pigmentos apropiados:
- Negro de carbono (todo tipo de láseres).
- Resultado de marcaje satisfactorio, aunque de concentración limitada, o tipos especiales de negro de carbono p.ej. negro de carbono terroso.
- Pigmentos de mica - óxido metálico (Iriodin LS) (El tipo de láser depende del tipo de pigmento).
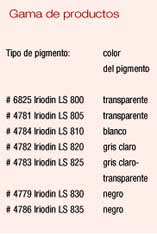
Pigmento Iriodin LS para marcaje láser
Gama de productos: La reacción térmica en la párticula del pigmento puede provocar las siguientes reacciones:
- a) Carbonización de la resina de alrededor: -marcaje oscuro.
- b) Espumación dentro de la superficie de resina: - marcaje claro.
- Cambio de color sólo con el pigmento utilizado por el láser o en los colorantes utilizados la formulación.
A menudo se pueden observar combinaciones de mecanismos a.m. al mismo tiempo.
Ejemplo: a) Carbonización + b) espumación: - marcaje gris.
Demanda de pigmentos y aditivos nuevos para marcaje láser:
Por lo tanto, la resina que va a ser marcada no debe realizar el marcaje mediante la carbonización o el foaming; el marcaje ha de surgir de un cambio de color en el propio pigmento.
Perspectiva: ¿qué es lo que está en proyecto?
El primer pigmento de marcaje intrínseco de Merck:
Con un pigmento de estas características, los plásticos que no muestran suficiente contraste después de haber utilizado los pigmentos habituales de Iriodin LS obtendrán un alto contraste.
Posibles aplicaciones:
- Debido a una carbonización insuficiente, termoplásticos no válidos o que no se pueden marcar, como p.ej. POM, poliamida etc.
- Duroplásticos.
- Resinas de poliéster no saturadas (industria del botón).
- Revestimientos en polvo.
- Pinturas por inmersión epóxidas.
- Más posibilidades en pinturas mojadas, etc., aunque hasta ahora no han sido analizadas suficientemente.
Ventajas del producto:
Son dosis 0,3 1 %, dependiendo de la calidad de marcaje que se requiere y las propiedades de las piezas.
Marcaje láser de plásticos en color:
Merk entabló el primer contacto con la empresa americana y su tecnología Thermark que se emplea principalmente en el marcaje láser de vidrio, metal y cerámicas en color. Por ejemplo, en dicha empresa revisten superficies de vidrio con polvo de vidrio absorbente y lo fijan dentro y encima de la superficie con luz de láser. A continuación eliminan el material que queda suelto.
Obtuvieron resultados satisfactorios con materiales inorgánicos como óxidos metálicos, vidrio y otros absorbentes para vidrio, metal y cerámica. Sin embargo, no poseen mucha experiencia en el marcaje de materiales plásticos.
Las primeras pruebas que realizaron fueron con materiales orgánicos en plásticos. Los resultados obtenidos fueron satisfactorios de forma que empezaron a trabajar en cooperación con Thermark, concretamente con su filial en Europa.
En septiembre de 2001, firmaron un contrato de cooperación y licencia, por lo que se les concedió el derecho exclusivo del marcaje láser en color según el proceso Thermark.
Para el marcaje de plásticos en color utilizaron una mezcla de absorbentes de pigmentos de color que la luz de láser "dispara" a la superficie del material plástico.
La aplicación del marcaje láser en color se aprecia principalmente en los siguientes campos:
- Diseño por láser de productos electrónicos y electrodomésticos.
- Industria automovilística.
- Envases de alta calidad.
- Tarjetas inteligentes.
- Aplicaciones de seguridad.





























