
Programa para estimar la fuerza de cierre
Diseño de moldes para inyección (III)
1. Introducción
El objeto del programa TIIP-Flow que se describe en el presente artículo es aproximar de una manera rápida la fuerza de cierre necesaria para el llenado de un molde en base a los parámetros que se simulen previamente para plástico inyectado (presión en cavidad), máquina inyectora (velocidad y temperatura de inyección) y molde a inyectar (temperatura de pared de molde). Se trata de un parámetro fundamental para seleccionar la máquina más adecuada y definir el número y ubicación óptimo de puntos de inyección para minimizarlos.
El programa funciona dentro de un entorno de trabajo gráfico merced a un tablero de dibujo virtual, el cual se manipula por medio del ratón. Esta configuración se considera la idónea para el proyectista no especializado en el trabajo con ordenadores y para una operación ágil y eficiente.
2. Descripción física
El programa se desenvuelve dentro del flujo de trabajo expuesto en el artículo del último número publicado de esta revista. El método de trabajo a seguir es original ya que no existe ningún programa de esta índole. La descripción del programa se va a realizar de acuerdo a un ejemplo de aplicación industrial.
3. Entrada de datos
El punto de partida del trabajo consiste en evaluar la distribución presiones en la tira que corresponde a la simplificación de la geometría de la cavidad del molde. De nuevo se hace referencia a la última publicación referente a la primera parte de este programa. En ella se describía como se obtiene esta distribución de presiones.En primer lugar, debe elegirse la ubicación y número de puntos de inyección del molde de acuerdo a la geometría de la cavidad y al criterio de llenado de molde a seguir.
Para tener un buen control de la geometría con el moldeo, exenta de ondulaciones y uniformemente compactada, es necesario un llenado unidireccional. Este llenado con frente de flujo plano se consigue ubicando varios puntos de inyección en línea.
Una posibilidad sería, tener 7 puntos según el borde de la playa inferior. Conocidos, en una primera aproximación o de una manera definitiva, dónde se ubicarían los puntos de inyección, se procede a analizar la geometría que atravesará el plástico al llenar el molde, la cual viene descrita a través de la trayectoria diagonal dibujada en color rojo que arranca desde el punto número 4.
Esta geometría se divide en diferentes tramos según varíe el espesor o la orientación de la curva señalada. Así, la imagen de la figura 2 muestra la trayectoria y en azul dimensiones y orientaciones.
Ahora, esta geometría se introduce en el ordenador por medio de la ventana de modelización.
Tras la información geométrica, que se puede introducir rápidamente merced a las simplificaciones introducidas, se caracteriza el material.
Se ha simulado el llenado con PP/EPDM y sus características son las de las tablas siguientes, mostrándose los coeficientes correspondientes al modelo viscoso polinomial [constantes A(i)].
Por último, para realizar las simulaciones deben reseñarse los parámetros de simulación. Son la temperatura de molde (40C) y la temperatura de inyección (240C). Estas condiciones son óptimas para el proceso de este material. Ahora se realizarán simulaciones de acuerdo a diferentes velocidades o tiempos de inyección.
El programa realiza la malla de manera automática y también todos los cálculos, con lo que corresponde al proyectista sólo la labor de leer e interpretar los resultados.
4. Cálculo de la fuerza de cierre
Al finalizar la simulación, el programa calcula y almacena, entre otros resultados, la distribución de presiones en la tira a lo largo de su longitud. Esta información se va a procesar de una manera especial para el cálculo que ahora concierne.
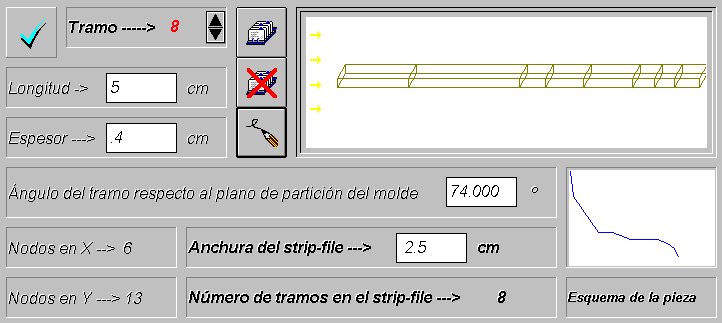 Figura 1 En la pantalla aparece un modelo simplificado de la pieza.
Figura 1 En la pantalla aparece un modelo simplificado de la pieza. En primer lugar, sobre el tablero virtual de dibujo de la figura 6 y en función del ancho de cuadrícula, el proyectista dibuja la proyección de la cavidad a inyectar. Esta proyección corresponde al área vista desde los platos de máquina y en la dirección de apertura y cierre. El ancho de cuadrícula lo decide el proyectista.
El dibujo del área proyectada se lleva a cabo por medio del ratón. La especificación de las dimensiones de las placas del molde permiten tener una visión de la cavidad en relación al molde.
Por último, basta indicar la posición de los puntos de inyección sobre la vista en proyección. Estos aparecen en la pantalla en color rojo y al estar proyectados aparecen muy próximos los extremos 1 y 2, y 6 y 7. Al pulsar el botón "F", la fuerza de cierre será calculada por el programa.
Como se ve en la figura 7, un mapa de presiones en cavidad es dibujado en la pantalla. Así se ven las máximas presiones en los puntos de inyección y las mínimas en la última parte de la cavidad que se llena.
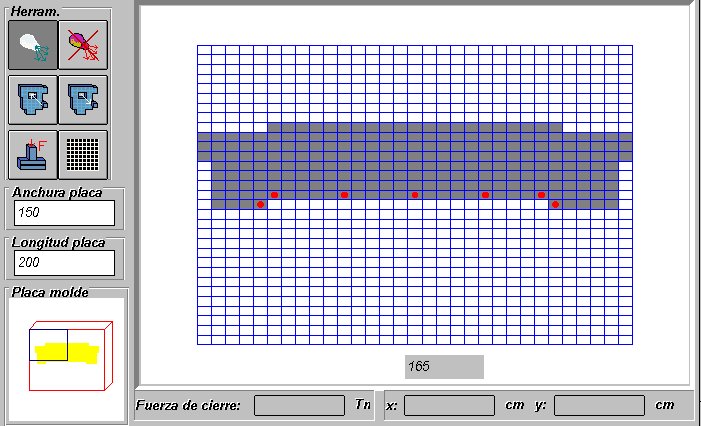 Figura 2
Figura 2 Para construir este mapa se ha trasladado la información correspondiente a la presión, en la tira, hasta cada punto de inyección. Dando una revolución completa entorno a cada punto se completa el mapa de presiones.
En la tira se ha tenido en cuenta la orientación. Así, en los puntos de inyección no se registran presiones por encima del 60% de la de inyección, dado que la playa inferior está orientada perpendicular al plano de cierre.
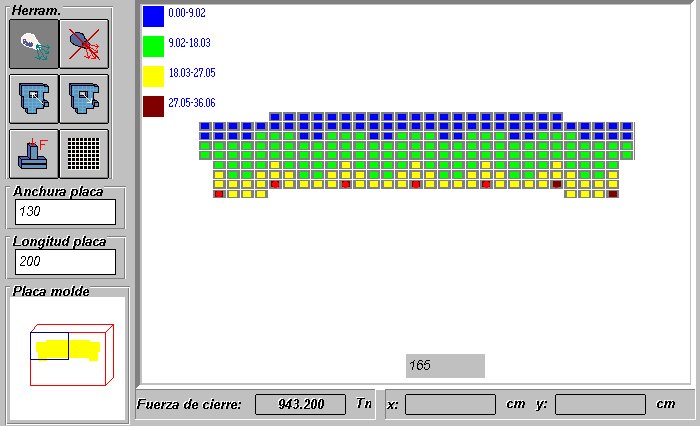 Figura 3
Figura 3 Arriba a la izquierda pueden observarse los rangos correspondientes a los diferentes colores en el mapa de presiones.
5. Análisis de resultados
Se ha realizado un estudio comparativo de los resultados que se obtienen con este programa y los análisis de llenado del programa Moldflow v.8.0 Fast Analysis y Multilayer, y el programa C-Mold v. 3.2, análisis Multicapa también.
Los gráficas que a continuación se presentan son una comparativa de:
- temperatura en cavidad en el extremo final de la cavidad; es deseable que sea similar a la de entrada a cavidad en condiciones óptimas de proceso,
- presión máxima en cavidad; que es la base para el cálculo de la fuerza de cierre.
- fuerza de cierre; que está influenciada por dos parámetros: presiones en la tira simulada y geometría de la cavidad.
En las siguientes gráficas se puede observar cómo en el cálculo de los parámetros de flujo sucede un hecho interesante. El programa TIIP-FLOW calcula unos valores que están intermedios entre Moldflow y C-Mold.
6. Conclusiones
En los dos últimos artículos se ha presentado un programa que permite avanzar los parámetros de flujo de un molde. Se ha mostrado cómo los resultados están, con un margen de error mínimo, dentro de la magnitud de otros prestigiosos programas comerciales.
Debe destacarse que este programa, al desenvolverse en un entorno gráfico y al poseer una entrada de datos simplificada, es ideal para el proyectista que desee un avance rápido de esto parámetros y que no esté familiarizado con los ordenadores. Además, los cálculos se soportan con un rigor técnico indiscutible hasta el punto de poder asistirse una prueba de molde con el programa.





























