
Altas prestaciones y reducción de costes en la fabricación de piezas de poliestireno expandido

Entre sus fabricados cabe destacar, por el alto nivel de automatización tecnológica que incorporan, las máquinas moldeadoras para poliestireno expandido (EPS) que incluye control automatizado de todas sus funciones mediante equipos Omron: autómatas programables CQM1H, terminales programables NT631C y NS12 (utilizados en los últimos modelos) encoder incremental E6C con contador rápido, interruptores magnetotérmicos, fotocélulas E3F2, detectores de proximidad E2A, guardamotores J7M y fuente de alimentación S82K, etc.
Para la automatización de estas máquinas, Doroteo Olmedo cuenta con el asesoramiento tecnológico de la empresa T2S, S.L., colaborador de Omron en Madrid.
Principio de funcionamiento
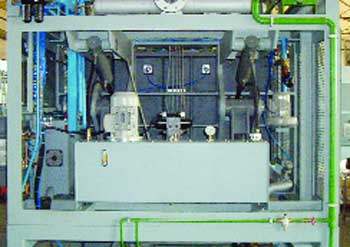
La materia prima se almacena en los silos de la máquina moldeadora. A continuación, se inyectan estas bolas o perlas en el molde de la máquina. Para ello, se mantiene la apertura suficiente para llenarlo sin que se produzcan pérdidas de material. El tiempo de llenado, aproximadamente unos 5 segundos, es controlado por el autómata programable CQM1H. Cuando el molde está lleno, un detector envía una señal a este autómata programable, quien inmediatamente a continuación cierra el molde comprimiendo las perlas de poliestireno.
Al vaporizar el material dentro del molde se sueldan las perlas adoptando la forma de la pieza a modelar. Para este tipo de procesos de vapor cruzado, los moldes se realizan con chapas perforadas para permitir la circulación del vapor. El autómata controla el tiempo de presurización y se presuriza de un lado hacia otro, de macho a hembra y de hembra a macho.
El ciclo de vapor implica: entrada de vapor en la parte del macho, entrada de vapor en la parte de la matriz, salida de condesados en matriz, y salida de condensados en macho. El vapor cruzado es lo que hace que las perlas suelden.
Una vez despresurizado la pieza queda soldada pero a una temperatura muy elevada, por lo que hay que enfriar la pieza y bajar la presión del vapor. El enfriamiento de la pieza se realiza mediante pulverización de agua a través de unos difusores y mediante succión por vacío a través de unas bombas de aspiración.
Al aspirar sale el agua y el vapor se condensa, desciende la presión y en consecuencia, disminuye la temperatura. El valor de presión al que tiene que llegar la pieza se programa en el terminal programable NT631C y es gestionado por el autómata programable CQM1H. Al llegar a ese valor, se considera que se puede abrir el molde sin que la pieza sufra deformaciones.
El resultado de todo este proceso es una pieza heterogénea, donde las perlas fusionadas se distinguen las unas de las otras.
El autómata programable gestiona la apertura y cierre de todas las electroválvulas que intervienen en el proceso. Hay alrededor de una veintena de electroválvulas para la entrada de agua, entrada de aire y entrada de vapor. Todas las electroválvulas están instaladas muy cerca del autómata programable, por lo que no se requiere la utilización de un bus de campo para establecer comunicaciones. El autómata programable también controla la posición del encoder, los parámetros del ciclo de moldeo de la pieza etc.
Estas piezas se utilizan en muy diversos campos debido a sus excelentes propiedades como aislante térmico y acústico y a su bajo peso. Las aplicaciones más comunes para este material son:
- Construcción: moldes para bovedillas, ladrillo, placas decorativas, placas de suelo radiante, moldes para el forjado
- Industria: líneas de embalajes y protección de todo tipo de electrodomésticos y accesorios.
- Automoción: moldes de absorción de impacto y protectores para diversas partes del automóvil.
- Alimentación: cajas de pescado, bandejas para alimentos, neveras para conservación de productos, botelleros.
- Deportes: moldes para cascos de ciclista.
- Jardinería: construcción de semilleros y maceteros para la plantación.
- Envase y embalaje: todo tipo de estuches, cajas de promoción, envases para perfumería y cosméticos, farmacia
Para el funcionamiento cíclico y continuo de la moldeadora se necesita el control de diversas acometidas como son vapor, aire, agua y suministro eléctrico. Estos parámetros se controlan con el autómata programable CQM1H de Omron. Mediante las entradas y salidas analógicas se controla en tiempo real todos los parámetros necesarios para una óptima realización del ciclo, como pueda ser la curva de presión de vapor, el vacío o aperturas de válvulas.
Con la incorporación del terminal NT631C a la máquina se ha ganado en prestaciones, pues a cada cliente se le pueden personalizar parámetros de una manera sencilla, mientras que de otra forma más tradicional esto tendría un coste elevado. Además, también se utiliza un terminal NT para la implantación de sistemas auxiliares en la máquina así como la incorporación de nuevas versiones del interfaz de la máquina (los últimos modelos utilizan el NS12 de Omron).
Cabe indicar finalmente que a través del SCADA CX-Supervisor de Omron se obtienen todos los datos de producción de las máquinas para volcarse en una base de datos de producciones, etc. Además, mediante Modem GSM se puede hacer telegestión, así como envío de mensajes de alarma en las máquina.





























