
La placa de PETG presenta posibilidades ilimitadas de diseño

PETG frente a PET
La placa Spectar ofrece una amplia ventana de termomoldeo, con temperaturas más bajas y tiempos de ciclo más cortos en comparación con la mayoría de materiales de placa termoplásticos. Los usuarios suelen trabajar con una temperatura de moldeo de unos 120°C, y observan que pueden aplicar tiempos de calentamiento aproximadamente un 30 por ciento por debajo de otros tipos de placa. Otros materiales resistentes a impactos necesitarán también un secado previo antes de iniciar el proceso de moldeo. Esto supone un gasto añadido que debe sumarse al coste final del producto. PETG no necesita esta etapa de pre-secado y puede utilizarse directamente en la mayoría de los casos, ahorrando así tiempo y dinero.
Spectar aporta una combinación única de propiedades y es, por tanto, práctica para el fabricante. La siguiente parte de este artículo destaca las técnicas utilizadas habitualmente para el moldeo y tratamiento de la placa Spectar, fabricada en exclusiva por Quinn Plastics.
Técnicas
Plegado en caliente
Las placas Spectar se pueden plegar con un radio reducido; para ello, se calienta la zona a plegar por ambas caras con un calentador de placas eléctrico y a continuación se pliega enseguida la placa en la línea calentada. Para espesores superiores a 3 mm quizás resulte necesario girarse periódicamente durante el ciclo de calentamiento. Debe empezarse a calentar primero el lado de la placa que formará el ángulo interior y como último el lado exterior. Al alcanzar la temperatura de placa ideal (algo más de 105°C) y observarse una ligera resistencia a la flexión, podrá darse forma fácilmente a la pieza. Si se flexiona a una temperatura demasiado baja, se crearán tensiones y la pieza será frágil; por otra parte, el sobrecalentamiento puede originar burbujas en el área de flexión.


Plegado en frío
El curvado y plegado en frío pueden aplicarse para obtener formas simples a partir de la placa Spectar; el curvado admisible depende tanto del grosor de la placa como del grado de flexión. En el caso de plegar en frío espesores superiores a 2,5 mm, es probable que se originen altas tensiones.
Termomoldeo
Existe toda una serie de técnicas de termomoldeo que pueden aplicarse para moldear las placas Spectar después de calentarlas: moldeo mecánico, por presión de aire o por vacío. Pueden utilizarse tanto moldes macho (pistón) como moldes hembra (cavidad). Las herramientas pueden variar entre moldes baratos de yeso hasta moldes caros de acero refrigerados por agua, pero el material más utilizado es el aluminio fundido. También pueden utilizarse otros materiales tales como madera y epoxi. Pueden considerarse las siguientes formas: moldeo por vacío directo, moldeo por drapeado, moldeo con moldes acoplados, moldeo con pistón y burbuja a presión, moldeo a presión con pistón, moldeo por vacío, moldeo por vacío con burbuja a presión, moldeo por presión de contacto de placa bloqueada, moldeo libre y moldeo mecánico.
Moldeo por vacío directo
El moldeo por vacío es el proceso de moldeo más versátil y más aplicado. El equipo es barato y se maneja más fácilmente que la mayoría de las técnicas mecánicas o de presión. En el moldeo por vacío directo, la placa Spectar se fija en un marco y se calienta. Cuando la placa calentada se encuentra en estado plástico, se coloca sobre la cavidad del molde hembra. A continuación se hace vacío en la cavidad de modo que la presión atmosférica empuja la placa caliente contra los contornos del molde. Cuando la placa Spectar se ha enfriado suficientemente, puede quitarse la pieza formada. Utilizándose moldes relativamente profundos los bordes superiores de la pieza suelen ser más finos dado que la placa caliente es estirada primero hacia el centro del molde. La placa debe estirarse más en los bordes por lo que resulta más fina en esa parte. El moldeo por vacío directo se suele limitar a diseños simples y poco profundos.

Moldeo por drapeado
El moldeo por drapeado es similar al moldeo por vacío directo salvo que después de enmarcar y calentar la placa Spectar, ésta se estira mecánicamente y se aplica un diferencial de presión para formar la pieza sobre un molde macho. Ahora bien, en este caso la placa se acerca a su grosor original al entrar en contacto con el molde. Es posible moldear por drapeado objetos con una relación de profundidad-diámetro de aproximadamente 4 a 1; sin embargo, la técnica es más compleja que el moldeo por vacío directo. Los moldes macho son más fáciles de producir y suelen ser más baratos que los moldes hembra, aunque se dañan más fácilmente. El moldeo por drapeado también puede aplicarse utilizándose solamente la fuerza de gravedad. Para el moldeo de múltiples cavidades se prefieren los moldes hembra dado que éstos requieren menos espaciamiento que los moldes macho.
Moldeo con moldes acoplados
El moldeo con moldes acoplados es similar al moldeo de compresión ya que la placa Spectar calentada queda bloqueada entre un molde macho y uno hembra de madera, yeso, epoxi u otro material. Aunque resultan más caros, los moldes acoplados con refrigeración por agua producen piezas más precisas con tolerancias más bajas.
Moldeo por vacío con pistón y burbuja a presión
La técnica del moldeo por vacío con pistón y burbuja a presión puede aplicarse cuando la placa Spectar se utiliza para formar artículos profundos con una buena uniformidad de espesor. La placa se coloca en un marco y se calienta utilizándose una presión de aire controlada para crear una burbuja. Cuando la burbuja haya quedado estirada hasta alcanzar la altura deseada, se baja el pistón macho (normalmente calentado) para forzar la placa estirada en la cavidad. La velocidad y la forma del pistón pueden ajustarse para optimizar la distribución del material; y el pistón será lo más grande posible de modo que el plástico quede estirado lo más parecido posible a la forma del producto acabado. El pistón debe penetrar entre el 75 por ciento y 85 por ciento de la profundidad de la cavidad del molde. A continuación se aplica una presión de aire desde el lado del pistón mientras se saca el aire del lado de la cavidad. El molde hembra debe ventilarse para permitir que salga el aire atrapado.
Moldeo a presión con pistón
El moldeo a presión con pistón es similar al moldeo por vacío con pistón ya que un pistón presiona la placa caliente Spectar en la cavidad hembra. A continuación la presión del aire desde el lado del pistón empuja la placa de plástico contra la pared del molde. Pueden ajustarse la forma y la velocidad del pistón para optimizar la distribución del material.
Moldeo por vacío con pistón
Para evitar que el material sea más fino en las esquinas o en la periferia (artículos en forma de taza o caja) puede utilizarse un pistón para estirar mecánicamente el plástico y añadir material adicional a la cavidad hembra. El pistón debe ser del 10 por ciento al 20 por ciento más pequeño que el molde y debe calentarse hasta justo debajo de la temperatura de moldeo de la placa. Cuando el pistón haya forzado la placa calentada en la cavidad del molde, se saca el aire del molde para formar la pieza.
El moldeo por vacío con pistón y el moldeo a presión con pistón (véase punto anterior) permiten producir artículos profundos, reducir el ciclo de enfriamiento y controlar adecuadamente el espesor de las paredes. Ambos procesos requieren un control preciso de la temperatura y son más complejos que el moldeo por vacío directo.
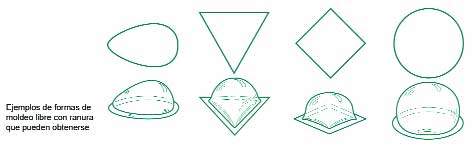
Moldeo libre
En el moldeo libre puede utilizarse una presión de aire de aproximadamente 2,76 MPa para soplar una placa Spectar calentada a través de la silueta de un molde hembra. La presión del aire hace que la placa forme un artículo suave en forma de burbuja, como los que se utilizan por ejemplo para claraboyas. Puesto que sólo el aire toca ambos lados de la pieza, ésta no llevará ninguna marca a no ser que se utilice un dispositivo de parada para proporcionarle un contorno especial a la burbuja.
Solución a problemas
El demarcaje es el término utilizado para describir las imperfecciones transferidas de la superficie del molde a la placa moldeada durante el proceso. A menos que se utilicen unas herramientas de coste muy elevado, esto puede ser un problema frustrante que puede acabar teniendo que desechar moldeos perfectos. Spectar ofrece una respuesta a este problema gracias a su capacidad para el “pulido por aire”. Esta técnica incluye la utilización de un soplante de aire caliente, situado unos pocos centímetros por encima de la superficie de la placa, mientras se mueve con suavidad alrededor del área dañada. Spectar tiene la capacidad de “auto nivelarse” bajo la influencia del calor, de manera que los pequeños arañazos desaparecen a ojos vista.
Áreas de aplicación
Uno de los usos más visibles para Spectar, de Quinn Plastics, ha sido el sector del Punto de Venta. Cada vez más los productos para distribuidores minoristas han de exponerse y envolverse en unidades de exposición que no sólo parezcan buenas sino que puedan resistir los rigores del concurrido entorno de un supermercado. Spectar no sólo permite la libertad de diseño que necesita el equipo creativo sino que ofrece además una vida operativa más larga que es del agrado del comercio y de los responsables del producto.
Una de las aplicaciones originales en las cuales ha tenido éxito Spectar, de Quinn Plastics, ha sido en el mercado del mobiliario urbano. Las paradas de autobús y otros elementos urbanos constituyen entornos naturales para un material que combina claridad y dureza, resistencia química y protección ante el fuego.





























