
La unidad de vidrio textil de Vetrotexles, básica para la electrónica
01/05/1996
La unidad de vidrio textil de Vetrotex
Los esfuerzos de los productores de vidrio textil, entre los que Vetrotex es el primer suministrador europeo, han puesto fin en los últimos meses a la escasez de estos materiales, abriendo camino a un nuevo desarrollo de la industria de composites
El grupo Vetrotex ha realizado en los últimos dos años una profunda reestructuración, especializando sus centros productivos en cada uno de los productos finales destinados a grupos concretos de aplicación. La sociedad filial del grupo Saint Gobain mantiene en su centro inicial francés de Chambery básicamente la fabricación de roving para composites estructurales y la de fibras cortadas por el nuevo sistema de corte en hilera, así como su centro de I+D. Ha desplazado, en cambio, a España toda la fabricación de mat para moldeo por contacto.
Vetrotex, que mostró a la prensa técnica el pasado año sus instalaciones de Besano, lo ha hecho este año con las de Herzogenrath y anunció para el próximo la visita a su planta de Azuqueca de Henares. En tanto que los mats se fabrican a partir de filamentos con diámetros de 12-14 \b5m, en las fibras textiles se utilizan diámetros mucho menores, desde 5 \b5m, que hacen extremadamente delicado tanto el manejo del material como la del hilado de las fibras y su preparación.
Proceso de fabricación delicado
Para dar una idea de la dificultad del proceso, es conveniente exponer cómo se efectúa. En primer lugar, los hornos trabajan por vasos comunicantes y son unidades con una superficie de hasta 75 m\b2, cuyo nivel se debe mantener con una precisión del 0,1% para evitar que exista más presión hidrostática en unas hileras que en otras. \c9stas están dispuestas debajo en toda su superficie y el filamento sale por gravedad.
 Figura 1 La fabricación de muelas abrasivas se beneficia, desde hace muchos años, de la resistencia de su refuerzo interno de tejido de fibra de vidrio. La elevada velocidad de estas muelas había producido graves lesiones en caso de rotura antes de que se utilizase este refuerzo.
Figura 1 La fabricación de muelas abrasivas se beneficia, desde hace muchos años, de la resistencia de su refuerzo interno de tejido de fibra de vidrio. La elevada velocidad de estas muelas había producido graves lesiones en caso de rotura antes de que se utilizase este refuerzo. Los hornos, revestidos con refractario de óxidos de cromo y circonio, tienen una temperatura en la zona de entrada de la mezcla de áridos del orden de 1620º C, que en la de las hileras baja hasta 1400º C. El tiempo de calentamiento del horno es de un mes y el proceso es totalmente contínuo durante la vida del horno, de unos siete años. La producción media por horno es de 40.000 T/año. La mezcla de áridos para el vidrio textil precisa granulometrías especialmente finas, del orden de 20-40 \b5m e incluye un 7% de colemanita o ácido bórico como fundente.
Las hileras están constituídas por placas de aleación de 90% platino/10% rodio con hasta 1.200 tetones inferiores cada una, que están taladrados al diámetro de la fibra a producir, esto es, en el caso de Herzogenrath, desde 5 \b5m a 13 \b5m. El vidrio fundido sale de las hileras en forma de filamento (la quinta parte de grosor de un cabello humano) a una velocidad de hasta 200 km/hora, según el diámetro, y es recibido por una pulverización de dispersión acuosa de ensimaje que lo enfría y permite agruparlo en fibras en una guía, desde donde es recogido en bobinas ( cakes) que giran a gran velocidad, variable según el diámetro que van tomando, y que se cambian automáticamente cuando se ha llegado a una longitud prefijada (p. ej. 10.000 m) con las tolerancias del 1% en longitud total que necesita la industria textil.
Producción en cascada de altura
Todo este proceso se realiza de modo automático en cascada de altura, en varios pisos, y está controlado electrónicamente para alimentar con precisión los hornos y mantener su nivel, teniendo en cuenta las incidencias que se producen por rotura de un solo filamento, que obliga a parar el cakecorrespondiente, desecharlo e iniciar de nuevo el fibrado, mientras que el propio sistema de las hileras descarta el fundido que continúa saliendo por ellas.
 Figura 2 El casco de bomberos Casco es la primera pieza desarrollada utilizando el nuevo refuerzo mixto fibra de vidrio-PET Twintex, cuyas resistencia, ligereza y reciclabilidad lo hacen particularmente adecuado para esta aplicación.
Figura 2 El casco de bomberos Casco es la primera pieza desarrollada utilizando el nuevo refuerzo mixto fibra de vidrio-PET Twintex, cuyas resistencia, ligereza y reciclabilidad lo hacen particularmente adecuado para esta aplicación. La fase final es el hilado, desde los cakesa las bobinas de suministro para la industria textil ( cops), durante la que se desecha cualquier copen que se detecte un solo filamento roto. La recogida y preparación de expedición de los copsse efectúa mediante dos robots de mano contraria que circulan por toda la nave con guías enterradas y contabilizan, al mismo tiempo, el número de copsdesechados.
En Herzogenrath existe un laboratorio de aplicación donde se efectúan los ensayos de tisaje, especialmente de los tejidos destinados a la industria electrónica y donde se está estudiando, mediante máquinas de detección equipadas con reflexión laser, la reducción de la incidencia de rotura de filamentos durante el tisaje.
Debe tenerse en cuenta que, en una tarjeta de circuito impreso de vidrio/epoxi, un solo filamento roto representa generalmente una interrupción en los circuitos electrónicos, por lo que la unidad debe desecharse. Y una sola de las fibras que componen el hilo puede tener 1200 filamentos. De ahí la extraordinaria delicadeza de todo el proceso de fabricación y manejo de estos materiales.
Auge del mercado europeo de composites
En un mercado cíclico, pero siempre en aumento desde hace 40 años, los dos últimos marcaron récords históricos en el uso de la fibra de vidrio; 15% en 93-94 y 9% en 94-95.
El mercado europeo está segmentado en tres grandes grupos: las aplicaciones textiles, con el 25%; el refuerzo de termoplásticos, con el 19%; y el refuerzo de resinas termoestables, con el 56% del valor total de uso de la fibra de vidrio en Europa.
En términos de volumen, el sector de mayor crecimiento ha sido el de refuerzo de termoplásticos, con la menor perturbación hasta 1993 y con un relanzamiento más potente en el 94; sobre un índice 100 en 1990, 113 en el 92 y 108 en el 93, pasó a 129 en el 94 y a 138 el pasado año.
El refuerzo de termoestables fue el de mayor caída en el 92, sobre el índice 100 de 1990 pasó al 93 de 1993 reemprendiendo hasta el 117 en 1995. Los hilos textiles han tenido un comportamiento intermedio. Tanto éstos como el refuerzo de termoplásticos tienen para Vetrotexuna distribución mundial, en tanto que la del refuerzo de termoestables se efectúa mayoritariamente en Europa. La previsión de Vetrotexpara 1995-98 es de un crecimiento medio anual del 4%.
El reparto intercontinental del mercado de hilos textiles para tisaje está bastante equilibrado: 29% Europa, 35% América del norte y 36% Asia-Pacífico, pero éste último es el que tiene una mayor tasa de crecimiento, con una media del 8,5%, en tanto que en el mercado americano ha sido de un 6,5% y del 5% en el europeo. Este mercado en particular, con aplicaciones básicamente en electrónica (circuitos impresos) representa un volumen de 750 millones de dólares.
El retorno a la rentabilidad
Las pérdidas derivadas de la pasada crisis han afectado seriamente tanto a transformadores como a fabricantes, pero la reacción a partir de 1994 fue tan rápida que permitió a Vetrotexobtener ya dicho año un cash-flowpositivo y una mejora de la ratio cash-flow/cifra de negocio de +20% en 1995.
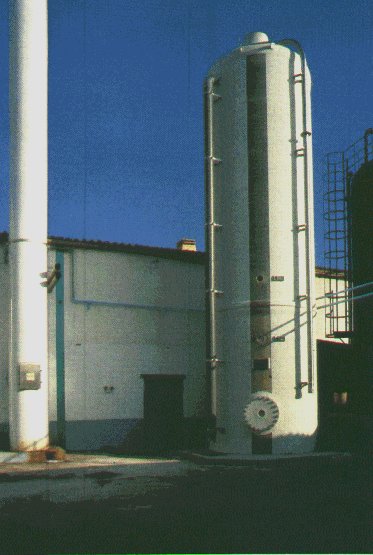 Figura 3 Una de las aplicaciones en que los composites demuestran sus cualidades anticorrosivas y de resistencia mecánica es la construcción de silos, en este caso para salmueras. En España se han utilizado más de 2.000 silos de 16 m2 para granjas, muchos de los cuales cumplen 30 años.
Figura 3 Una de las aplicaciones en que los composites demuestran sus cualidades anticorrosivas y de resistencia mecánica es la construcción de silos, en este caso para salmueras. En España se han utilizado más de 2.000 silos de 16 m2 para granjas, muchos de los cuales cumplen 30 años. Para ello han sido precisas una serie de medidas que cancelasen el desabastecimiento del mercado con la parquedad de inversiones que hacía necesaria la situación. Se ha mejorado la productividad por empleado desde un índice 100 en 1992 a 154 en 1995 y se ha aumentado en 9 puntos el índice global de rendimiento de las fábricas, mejorando la calidad cuantificada mediante el índice de reclamaciones de clientes.
Al mismo tiempo, se han racionalizado las producciones, especializando cada centro europeo como se ha indicado antes, y se ha mantenido un esfuerzo importante en I+D (4% de la facturación) para asegurar la calidad y eficiencia de su producción.
Como consecuencia, la empresa planea utilizar un 8% de su giro en inversión industrial durante el presente año. También este año ha iniciado la implantación de su programa ECOS ( European Customer Order System), arrancando con los productos fabricados en España, cuyo tema central es "tiempo de respuesta reducido y contacto local mantenido", con el objetivo de ofrecer a sus clientes un procesado más rápido y eficiente de los pedidos.
Desarrollo de nuevas aplicaciones
El pasado año dimos noticia del lanzamiento del nuevo material Twintexde fibra contínua combinada con matriz PET y PP. Ya han aparecido las primeras aplicaciones industriales de este producto, representadas por el casco de bombero " Casco" moldeado por Jacob Compositesen Twintex-PET, los paneles sandwich para construcciones de transporte industrial Monopan, moldeados por Tubus Bauer, con núcleo de nido de abeja y facies Twintexambos de PP, lo que facilita su reciclado, y los pultrusionados que desarrolan las empresas americanas TPIpara refuerzo de techumbres en áreas de vientos fuertes e Intermetropara la fabricación de estanterías.
El año actual ha visto la presentación de nuevos productos para el mercado de hilos textiles; el Turbofilpara aplicación en recubrimiento de paredes, el Zerotwistpara tejidos y el WCPpara aplicaciones electrónicas.
| En las fibras textiles se utilizan diámetros muy reducidos, desde 5 µm, que hacen extremadamente delicado tanto el manejo del material como la del hilado de las fibras y su preparación | El vidrio fundido sale a 1200º C de las hileras en forma de filamentos de 5 o 13 micras (la quinta parte de grosor de un cabello humano) a una velocidad de hasta 200 km/hora | Un solo filamento roto representa una interrupción en la electrónica de un circuito impreso y una sola de las fibras que componen el hilo puede tener 1200 filamentos | Las aplicaciones textiles suponen el 25%, el refuerzo de termoplásticos el 19% y el de termoestables el 56%. En los últimos años ha habido crecimientos históricos. |



















")



")


