
Taladros de refrigeración para el sector aeronáutico
4 de enero de 2012
La Drill 300 cuenta con una mesa compacta y fija que permite un recorrido de 600 x 400 milímetros (X x Y) y 450 (optativamente 650) x 450 milímetros (Z x W). El generador y la unidad del dieléctrico se han integrado en la máquina y, además, pueden adquirirse adicionalmente diversas opciones de ejes y de ejes de automatización. En el desarrollo de la nueva Drill 300, el equipo de investigación y desarrollo de GF AgieCharmilles se ha centrado en las verdaderas necesidades del cliente.
Potente generador para un excelente rendimiento
La Drill 300 está equipada con el generador ISPG de GF AgieCharmilles, con una corriente media de 30 A máximo (optativamente 60A). La duración del impulso puede reducirse hasta una centésima de nanosegundo. La forma del impulso de corriente se mejora al máximo para taladrar. El generador ISPG por su parte se ocupa de reducir el desgaste de los electrodos, obteniéndose una capa afectada de menos de 10 μm.
El generador ISPG de la Drill 300 ofrece las siguientes estrategias de control de procesos.
- Reconocimiento de la primera chispa: el generador reconoce la posición de la primera chispa y se adapta a la superficie de entrada de la pieza a mecanizar. Esta estrategia protege el perfil de los electrodos y preserva la calidad del taladro en la entrada; se trata de un aspecto destacado en las aplicaciones de taladros de refrigeración.
- Compensación del desgaste de los electrodos: el generador mide el desgaste real y conoce de este modo la posición del electrodo. Esta estrategia sirve para evitar que los electrodos salgan de la guía y para realizar agujeros ciegos en profundidad más exactos. Los electrodos se cambian automáticamente tras el cálculo del resto del electrodo y los recursos se administran de acuerdo a las reglas previamente determinadas por el operario.
- Detección del agujero: el generador conoce con precisión cuándo se ha realizado el agujero. Esta estrategia garantiza la calidad del agujero en el acabado final y protege la pieza de ser dañada, por lo tanto desaparecen los mecanizados malos llamados Back Hits. Además se reducen los tiempos de mecanizado.
 y 450 (optativamente 650) x 450 milímetros...")
Alta flexibilidad para la producción
La Drill 300 se ha concebido para la realización de perforaciones variadas de diversos diámetros en piezas a mecanizar de diferentes materiales en producción de masas. Ofrece un amplio espectro de tecnologías destinadas a diferentes materiales de electrodo o de piezas a mecanizar como Inconel, titanio, acero y carburo.
Los recorridos son de 600 x 400 milímetros en el eje X y el eje Y y de 450 (optativamente 650) x 450 milímetros en los ejes Z y W. Puede controlarse igualmente una cantidad de hasta ocho ejes (X, Y, Z, W, cabezal abatible, A, B, C):
- A causa del recorrido más largo en el eje Z puede emplearse un electrodo de 600 milímetros para un máximo de autonomía.
- Con el cabezal abatible en ±45º las perforaciones que se lleven a cabo en vertical respecto de los niveles X e Y se realizan sin esfuerzo.
- En la configuración de cinco ejes la máquina es apropiada para las perforaciones refrigeradas en láminas de turbinas y chapas ligeras.
- Con una mesa de posicionamiento circular puede realizarse perforaciones dispuestas circularmente.
La interfaz hombre-máquina (HMI) de la Drill 300 hace posible tanto una sencilla programación de los taladros individuales por un lado, como la potente programación para varias piezas y taladros, y ello incluso con tecnologías y electrodos/guías distintos.
Diversos niveles de automatización
El estabilizador de electrodos es estándar a fin de reducir el cambio automático de los electrodos y evitar las vibraciones de los electrodos finos durante el mecanizado.
La Drill 300 puede equiparse con el cambiador automático de electrodos y guías 16/4 o bien 50/8:
- 16/4: solución económica para aplicaciones estándar.
- 50/8: solución de más prolongada autonomía y máxima productividad.
Es igualmente posible la conexión con un cargador de piezas a mecanizar y el sistema de gestión de taller.
Control CNC cómodo y fácil de usar con potente rendimiento
La Drill 300 dispone de un mando a distancia con todos los ciclos de instalación, movimientos axiales para la orientación y un control de cambiador de movimientos de ejes para la orientación, así como un control de cambio de herramienta para la preparación de los electrodos/guías. Los ejes se desplazan a una velocidad de hasta 4 m/min a fin de ahorrar valioso tiempo. La programación de los taladros individuales es sencilla e intuitiva para agujeros únicos: fácil y rápido. La preparación de los trabajos sirve para la programación de multipiezas, multiagujeros con diferentes tecnologías y electrodos/guías diferentes: fácil y de potente rendimiento.
AC CAM DRILL importa datos DXF/DWG/TXT/ISO a las máquinas de corte por erosión de GF AgieCharmilles y adapta las operaciones de taladro con lo que el operario con la ayuda interactiva puede definir los parámetros tecnológicos, la secuencia de taladro y la selección de uno o varios grupos de agujeros.
La gestión de los electrodos/guías tiene lugar de forma inteligente por medio de la determinación del tipo de cambiadores, la cantidad, la longitud y la posición de los electrodos. La guía se selecciona automáticamente según los electrodos seleccionados.
Superficie básica reducida
Gracias al compacto diseño de la Drill 300, en el cual tanto el generador como la unidad del dieléctrico y el cambiador de electrodos se encuentran integrados en la máquina, así como a la mesa fija, se han conseguido unas reducidas dimensiones de la máquina.
Especificaciones principales de la Drill 300:
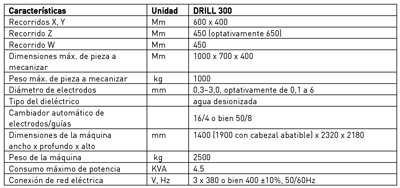





































")

















