Para mejorar la calidad de las herramientas de mecanización y conformación se recubren las mismas. El recubrimiento se realiza bien por procedimiento PVD (procedimiento físico para la aplicación de recubrimientos con substancias endurecidas) o procedimiento CVD (procedimiento químico para la aplicación de recubrimientos con sustancias endurecidas) y consiste normalmente en materiales cerámicos como por ejemplo TiN nitruro de titanio o AIN Nitruro de aluminio. El resultado es digno de mención. Gracias a este recubrimiento, por ejemplo, obtenemos un aumento significativo en la vida útil de las herramientas, reducción de lubricante refrigerante o también un aumento en las velocidades de corte (virutaje).
En principio es válido que: cuanto más lisa la superficie, tanto mejor es la evacuación de las virutas.
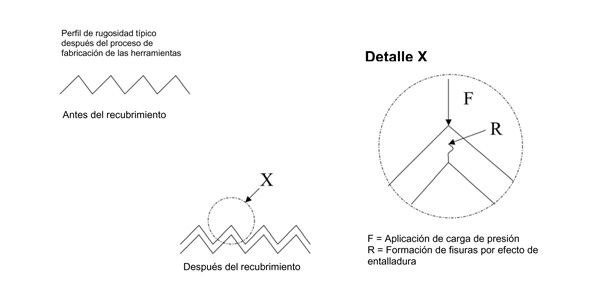
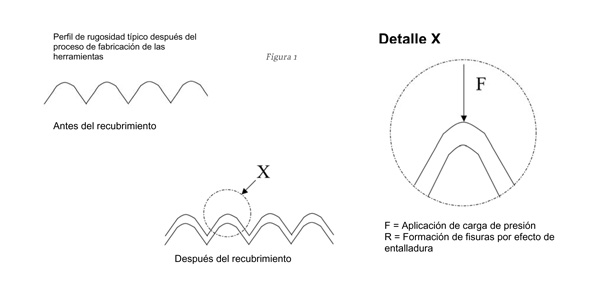
Influencia de la calidad de la superficie
Resultado: El calentamiento de las virutas es considerablemente menor y de esa manera se logran mayores velocidades de corte. De igual manera se reduce, por medio de una mejor calidad de la superficie, el peligro de la soldadura con el material trabajado. Además, en el caso de machos de roscar y conformado de roscas se reducen las fuerzas de corte requeridas hasta en un 30 por ciento.Una superficie basta con contorno en forma de punta (perfil de superficie Figura 1 a) aumenta el efecto de entalladura bajo carga, conduciendo al desprendimiento y/o rotura del recubrimiento, ya que, debido a este mismo, la superficie aumenta el grado de rugosidad. Por ello es recomendable alisarla antes de aplicar el recubrimiento.
Otec, representado por Edeltec, ha desarrollado un procedimiento, por medio del cual se suavizan esas puntas de rugosidad (Figura 1 b). Mediante el mismo se mejora significativamente la calidad de la superficie y se reduce considerablemente el efecto de entalladura.
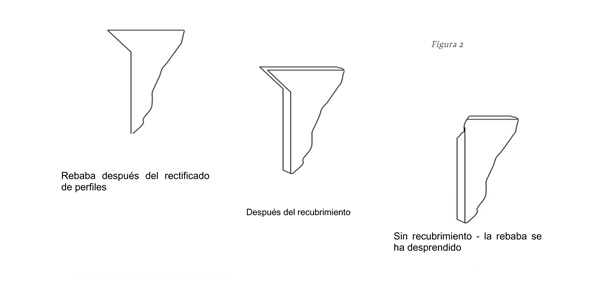
Estado del desbarbado (Figura 2)
Incluso en las herramientas recubiertas con metal duro se pueden formar rebabas. En caso de que éstas no se eliminen antes de realizar el recubrimiento, se podrían desprender en el primer uso de la herramienta. Ello dejaría un espacio sin espesor de recubrimiento donde habría un desgaste rápido y una influencia negativa sobre la duración de vida de la herramienta.
En la máquina modelo DF de Otec se eliminan eficazmente estas rebabas creando las mejores condiciones previas para garantizar larga vida útil en las herramientas.
La calidad del recubrimiento depende indudablemente de la calidad de la superficie, del estado del desbarbado y del filo cortante de la arista
Filo en las aristas de corte
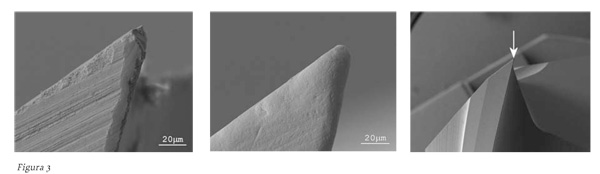
El criterio más importante para evaluar la duración de la vida de las herramientas, la estabilidad dimensional y un alto grado de calidad de la superficie, es el estado de la arista de corte de la herramienta. La figura 3 muestra una arista irregular de corte con las pequeñas desprendimientos o micro roturas antes del proceso realizado en la máquina Otec. Debido a que el metal duro es un material relativamente frágil, podría resultar que bajo la aplicación de gran fuerza puedan generarse micro roturas. Este peligro existe especialmente al mecanizar materiales duros y resistentes, como por ejemplo, las aleaciones de titanio. La extensión de estos daños abarca desde desprendimientos parciales muy pequeños hasta desprendimientos mayores que conducen a un redondeo descontrolado de la arista de corte. Debido a la pérdida de recubrimiento en estos puntos con desprendimientos, la herramienta pierde muchísima vida útil y debido a que la arista de corte también se deteriora considerablemente, se pierde en calidad de la superficie trabajada.
La figura 3 muestra la arista de corte de una fresa de metal duro antes y después de haber sido trabajada en una de las máquinas desarrolladas por Otec. Las diferencias son más que significativas.
Por medio de los procedimientos de Otec se obtiene no sólo un redondeo o 'honning' constante y homogéneo de la arista, sino que a consecuencia de ello, una calidad de superficie significativamente mejor.
Procesar las herramientas antes del recubrimiento en la máquina tipo DF de Otec nos ofrece las siguientes ventajas:
Aumento de la vida útil de hasta un 50 por ciento
Óptima calidad de la superficie
Aristas de corte absolutamente homogéneas
Un proceso de maquinado más seguro, ya que se evitan las micro roturas
Posibilidad de trabajar a mayores velocidades de corte, gracias a una estabilidad óptima de la arista de corte.
Casi no quedan trazas en el material trabajado (por ejemplo de marcas de retemblado al mecanizar el aluminio)
Gracias a la experiencia adquirida en los ensayos prácticos con la DF de Otec, se obtienen las siguientes recomendaciones para el dimensionado del redondeo o honning o Alumini 1 a 3 ym (duración del proceso = 10 a 30 segundos) o acero 15 - 20 ym (duración del proceso = 3 a 5 minutos) o aleaciónes de titanio max. 30 ym (duración del proceso = minimo15 minutos).
Después del recubrimiento, la superficie de la herramienta presenta una mayor aspereza. Para obtener el óptimo alisamiento de la superficie, se pueden someter nuevamente las herramientas al proceso en DF después del recubrimiento, ya sea con granulado tipo HSC y una duración de trabajado muy corta (1-2 minutos) o con H 1/100 durante 10 ó 15 minutos. En este caso se trata únicamente de alisar/suavizar de la superficie.
Después del recubrimiento, la superficie de la herramienta presenta una mayor aspereza
Máquina tipo DF de Otec
Áreas de utilización: El proceso es realizado especialmente con granulado tipo HSC. Se utiliza un grano más grueso para redondeo mayor de aristas, y grano más fino por ejemplo para machos de rosca. En el caso del procesado de brocas, se debe programar la dirección correcta de rotación, a fin de proteger la arista de corte de la ranura de sujección contra un redondeo excesivo.
Fresas de metal duro
Brocas escalonadas de metal duro
Brocas de metal duro
Escariadores
Machos conformadores de roscas de acero rápido de gran rendimiento
Machos de roscar
Fresas de roscar de metal duro
Herramienta de metal duro y de acero rápido de gran rendimiento para laminar roscas
Plaquitas cortadoras de metal duro (no es posible el abrillantado)
Herramientas de nitruro cúbico de boro (CBN) o diamante policristalino (PCD)
Herramienta para conformado
Herramientas para estampado (en este caso el redondeo máximo de la arista de corte es de 2 a 3 um)
Responsable: Interempresas Media, S.L.U. Finalidades: Suscripción a nuestra(s) newsletter(s). Gestión de cuenta de usuario. Envío de emails relacionados con la misma o relativos a intereses similares o asociados.Conservación: mientras dure la relación con Ud., o mientras sea necesario para llevar a cabo las finalidades especificadasCesión: Los datos pueden cederse a otras empresas del grupo por motivos de gestión interna.Derechos: Acceso, rectificación, oposición, supresión, portabilidad, limitación del tratatamiento y decisiones automatizadas: contacte con nuestro DPD. Si considera que el tratamiento no se ajusta a la normativa vigente, puede presentar reclamación ante la AEPD. Más información: Política de Protección de Datos
REVISTAS
VÍDEOS DESTACADOS
MonsterMill ISO-S: la solución de fresado definitiva para aleaciones de titanio y níquel






































")

















