La integración de los utensilios en las empresas que usan máquinas con sistemas CNC
Massimo Granchi, Claudio Fantozzi, Enrico Vettori. Dipartimento di Ingegneria Meccanica,Nucleare e della Produzione Università di Pisa (Italia)Luciano Chiang, José Montecinos. Departamento Ingeniería Mecánica y Metalúrgica,Pontificia Universidad Católica, Santiago de Chile15/03/2004
Este estudio propone un software para la administración completa de los utensilios presentes en una empresa de producción mecánica, con posibilidad de integrar la producción de la ficha de utensilios con el desplazamiento de los utensilios mismos en el ambiente y de adquirir, en tiempo real y por cada utensilio, las informaciones técnicas y geométricas y su situación en el taller; el programa da además la posibilidad de construir una base de datos de las elaboraciones hechas. Resultan notables las ventajas en lo referente a organización de producción, reducción de costes y mejora de calidad.
La administración de los utensilios en las modernas industrias manufactureras [1] engloba numerosas funciones de la empresa: dependen mucho de ella el buen funcionamiento de las máquinas y de los sistemas CNC, la precisión de los trabajos, que cada vez requieren más exactitud, la extensión de los part-program y toda la organización de la producción.
Si, por una parte, la variedad y los campos de aplicación, cada día más especializados de los diferentes tipos de utensilios, imponen cada vez mayor atención al seleccionarlos sobre la base de la elaboración que se ha de hacer, por otra parte, la cantidad cada vez mayor de utensilios que se usan, sobre todo en las empresas caracterizadas por producciones muy variadas, hace difícil su administración, su localización en los almacenes y en las máquinas operadoras, por lo cual, con frecuencia, hay que hacer duplicados con consiguiente aumento de los costes de producción.
El problema utensilio en el taller
El programa de administración de utensilios, aunque tenga validez general, se ha puesto a punto tomando como referencia una empresa mediana que trabaja en el sector de producción de prototipos o de pequeñas series por cuenta de terceros, especialmente en el sector automovilístico y en el de aeronáutica espacial. Del análisis del dibujo del proyecto de una parte mecánica que se ha de construir, se individualizan las formas de producirla, en base a las cuales se extiende el part program que se cargará en las máquinas utensilio CNC en las que se trabajará la pieza, y la correspondiente ficha de utensilios, donde, por cada operación del ciclo que se ha de llevar a cabo, se asocia el utensilio necesario. El operador encargado de la Sala Utensilios, es decir del área en donde se preparan los utensilios necesarios para las elaboraciones, non tiene ningún instrumento que le permita individualizar los utensilios de referencia de la ficha de utensilios, aunque éstos ya estén en los almacenes de la Sala Utensilios o en los de las máquinas utensilios; por lo tanto, la administración de los utensilios, entendiéndose como localización, descripción técnica y geométrica, se confía normalmente y de forma exclusiva a la memoria del operador mismo.
Análisis de las soluciones posibles
En el sector de las técnicas de dirección de un utensilio en un taller mecánico, la más avanzada es la que se basa en la codificación del utensilio mediante la aplicación de un código de barras o con la colocación de un chip: el primer sistema se ha abandonado porque para el sistema de lectura resulta muy difícil administrar todos los elementos diferentes que forman el utensilio (portautensilio, extensiones, anillos, etc.); el segundo sistema se presta bien para su uso sólo en las empresas que producen en serie y con mucha regularidad. Hay también disponibles, por otra parte, dos tipos diferentes de software: el producido por cada constructor de utensilios [2], que tienen la desventaja de utilizar una base de datos única que no se puede cambiar, y que contiene sólo su gama de utensilios, y el software hecho por programadores independientes, que no satisfacen completamente las características requeridas por las empresas. La firma Walter Utensili ha incluido un Tool Data Management System [3] en un programa de administración completa que una empresa, a pesar de los altos costes, estaría obligada e introducir substituyendo del que ya tiene, revolucionando por lo tanto la organización informática de todas sus áreas funcionales. De aquí que una alternativa válida sea la de proyectar un programa autónomo que pueda superar los problemas individualizados y que se adapte a las diferentes exigencias provenientes de cada tipo de empresa manufacturera.
Datos del proyecto
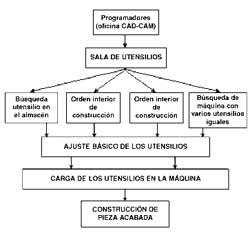
La integración de la actividad de la Sala Utensilios y la realización de la ficha de utensilios comporta el conocimiento no sólo de los datos geométricos de los utensilios sino además de todos los datos correspondientes a las elaboraciones realizables con un utensilio determinado, de modo que se consienta actuar al programa de forma combinada: para ello hay que usar las informaciones de las elaboraciones que se han de hacer, que el programador proporciona, y las correspondientes a las elaboraciones realizables con los utensilios que hay en los diferentes almacenes del taller y en los almacenes de las mismas máquinas utensilio. Obtenido así un archivo completo con las características de todos los utensilios [4] [5], el programador puede, mediante la descripción precisa de las elaboraciones que se han de hacer y usando los datos en su poder, proporcionar al taller el utensilio necesario para una elaboración dada. Cuando la ficha del utensilio entra en la Sala Utensilios, el operador podrá localizar y obtener fácilmente el utensilio, si se encuentra en los almacenes, o pedirá la construcción en el interior o la compra al exterior y al final establecerá, de acuerdo con la oficina técnica, si llevar a cabo la elaboración en la máquina que ya contiene el mayor porcentaje de utensilios adaptos para las elaboraciones previstas (Fig. 1).
Para adaptar el programa al sistema de elaboración utilizado en cada empresa, es imprescindible catalogar completamente sus utensilios (de los datos geométricos y tecnológicos a las elaboraciones posibles), lo cual se puede hacer empleando las informaciones obtenidas en la empresa misma y con los datos obtenidos de los catálogos de los productores. Para la catalogación correcta se han de considerar tanto los utensilios (barrenas, fresas, brocas, etc.) como sus respectivas espigas y conos con norma ISO. El presente estudio hace referencia a la clasificación de conos y de espigas además de barrenas para trabajos de escariado, de acanaladuras, de brocales y de perfilados, con posibilidades de hacer operaciones de fresado y torneado. Haber circunscrito el estudio a este tipo de utensilio, con todas sus variedades y todos sus tipos de espiga y de conos, ha permitido obtener de todas formas un software completo y perfectamente controlable. La carga eventual de otros utensilios en el programa, como fresas y brocas, conllevaría sólo la catalogación de los mismos de forma igual a la aplicada con las barrenas.
Estructura del programa de administración de utensilios
La estructura del programa se ha extendido sobre la base de los resultados de la catalogación preliminar hecha tanto sobre barrenos cuanto sobre los diferentes tipos de accesorios para utensilios (conos y espigas) presentes en la empresa de referencia y teniendo en cuenta de cuáles tienen que ser sus características fundamentales, es decir automatización de la compilación de la ficha de utensilio y localización y descripción de todos los utensilios con los que el taller está equipado. Para tener a disposición todos los datos correspondientes a la ubicación de los utensilios, a la descripción de cada uno de ellos y a su rendimiento, se ha construido una base de datos para guardar todos los datos (geometría y ubicación de los utensilios) y de la cual obtener elementos para la búsqueda de un utensilio cualquiera. Se ha hecho también un programa preliminar con el cual los operadores puedan cargar en la base de datos todos los utensilios, con todas las informaciones necesarias para la catalogación. Es obvio que se han de introducir tanto los datos correspondientes a los utensilios nuevos como los de los utensilios que ya se encuentren en el taller, incluidos los cargados en las máquinas. Una vez hecho el mapa de todos los utensilios disponibles, se ha pasado a producir el software para conducir al programador en la selección del utensilio en la fase de compilación de la ficha de utensilios e indicar entonces su ubicación precisa en el taller. La integración entre ficha de utensilio y ubicación permite pilotar la vida del utensilio, teniendo bajo control los desplazamientos entre los almacenes y las máquinas utensilio. Para desarrollar el software para administrar los utensilios se ha utilizado el lenguaje Microsoft Visual Basic 6.0.
Construcción de la base de datos de localización
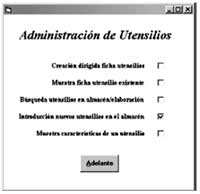
La carga de los datos de un utensilio en la base de datos se pone en marcha seleccionando la correspondiente casilla en la ventana Administración de utensilios (Fig. 2)
. El programa se ha hecho de forma que guíe al operador de la Sala Utensilios durante la descripción física del utensilio que ha de cargar en la base de datos, sea que se haga de forma aislada que con los accesorios (extensiones, espigas, cabezales de ajuste micrométrico, etc.), teniendo cuidado además de designar el tipo de cono ISO, de forma que se tengan todas las indicaciones del utensilio ensamblado.
Queriendo, por ejemplo, catalogar un utensilio determinado (en este caso una barrena) se pide como primer campo de datos la descripción de la elaboración que se ha de hacer (Fig. 3), se abre entonces el sistema, con ramales de estructura en árbol, para consentir la selección del número de diámetros de elaboración al unísono, de la precisión de la misma y el material que se ha de trabajar.

. En esta fase pueden verse todos los utensilios que ya se están en la base de datos y que son idóneos para la elaboración; si ya hay archivado un utensilio análogo, el operador podrá asociarlo al utensilio que se está catalogando y, para facilitar la comparación, se ha dado la posibilidad de asociar a cada utensilio presente una imagen (foto o dibujo). Si el utensilio real y el representado no coinciden, se abre otra ventana para consentir la carga de los datos técnicos y geométricos del nuevo utensilio (Fig. 4); se han de especificar también el tipo de cono de acople y los posibles accesorios.
Se procede entonces con la ubicación del utensilio, que puede ser la Sala Utensilios, una máquina o su almacén de utensilios. Al concluir la operación de carga, el programa ofrece una recapitulación (Fig. 5) donde, según las características geométricas del utensilio, muestra su rendimiento, es decir los trabajos a los que el mismo se puede adaptar.
Creación dirigida de la ficha de utensilios
Disponiendo de la base de datos de localización, se ha desarrollado un módulo en el programa que, aprovechando de todas las informaciones recogidas, consienta al usuario la selección dirigida del utensilio más adapto para hacer las diferentes elaboraciones. Se puede seleccionar ahora en la ventana de entrada, Administración de utensilios, la opción Creación dirigida ficha utensilios.
Individualizados los datos del dibujo de la pieza y la comisión, en la ventana que describe la elaboración (por ejemplo, escariado) se proporcionan las características de ésta última, incluido si se hacen o no con repetición (Fig. 6). Se abren entonces las ventanas correspondientes al material de trabajo y a los parámetros de corte, calculados estos automáticamente por el programa gracias a la carga previa, durante la construcción de la base de datos, de los datos obtenidos en las tablas experimentales de los constructores de utensilios; una ventana sucesiva muestra el tiempo de corte.
Al concluir las operaciones, el programa propone una ventana de recapitulación del utensilio que se ha de utilizar en la elaboración especificada (Fig. 7) y una ventana de localización.
Administración de los desplazamientos en el taller
El programa incluye también un módulo para modificar la ubicación del utensilio, codificado ya en la fase de catalogación. La ventana para administrar los cambios aparece en Fig. 8 y en ella se encuentran las indicaciones de la última ubicación, que se ha de actualizar para consentir al sistema la memorización de los nuevos datos para que estén disponibles en las siguientes búsquedas.
Historial de las elaboraciones realizadas
Un módulo de importancia primordial del programa es el que consiente la consulta del historial de las elaboraciones realizadas, el cual consta de una tabla situada en la base de datos que contiene todos los datos de las elaboraciones y que se actualiza continuamente.
El uso de este módulo determina la reducción de los tiempos y de los costes de las pruebas y permite disponer, en la prueba del programa, de los parámetros correctos para los ajustes.
En Fig. 9 se muestra la ventana correspondiente a la búsqueda de las informaciones del historial.
Conclusiones
El programa de administración realizado, permite localizar de inmediato los utensilios requeridos por el part program, reducir el tiempo de composición de los mismos y facilita la organización del trabajo en el sistema productivo pues, en tiempo real, se sabe si están o no disponibles los utensilios del taller y así identificar de inmediato las máquinas donde hacer los trabajos previstos, dando preferencia a aquellas con el mayor número de utensilios útiles y presentes en su propio almacén. Derivan de aquí costes muy reducidos por poder usar óptimamente los utensilios ya presentes, evitando los duplicados salvo en casos de suma necesidad.
Referencias
[1] Antonella Cattaneo: Lautomazione nellindustria manifatturiera, Automazione Oggi, n. 247, 05/2002, pag. 72-90, Editrice BIAS s.a.s, Milano, Italy;
[2] Franco Metta: Rassegna dei sistemi di identificazione, Automazione Oggi, n. 239, 09/2001, pag. 163-172, Editrice BIAS s.a.s, Milano, Italy;
[3] Walter Utensili: Tool data management system, the industry standard for tool organization, User Manual Walter, 2001;
[4] Machining Data Handbook, 3rd Edition, Editor Techsolve Inc, Cincinnati, Ohio,USA, 2002;
[5] Cut Data V. 2.0, Editor Techsolve Inc. Cincinnati, Ohio, USA, 2002;







")



































































