
(Electroerosión)
La Electroerosión: un tutorial
María del Mar Espinosa
Escuela Técnica Superior de Ingenieros Industriales - UNED15/04/2002
Escuela Técnica Superior de Ingenieros Industriales - UNED15/04/2002
1. INTRODUCCIÓN
Es interesante estudiar cómo a lo largo de los últimos años se ha producido un considerable aumento de la complejidad de los diseños al tiempo que se han impuesto nuevos materiales acordes con ellos. Esto ha potenciado el desarrollo de nuevos métodos de fabricación ya que, en numerosas ocasiones, los procedimientos tradicionales no eran capaces de solucionar los problemas que iban surgiendo. Sumado a ello se ha detectado un requerimiento adicional y es la creciente necesidad de realizar análisis económicos al tiempo que se acortan los plazos de entrega, situación ésta que normalmente no era contemplada en estudios convencionales.
El incesante desarrollo de nuevos métodos se basa en ciertos factores, entre los que cabe destacar los siguientes:
- En la actualidad se han incrementado de una manera importante los requerimientos la calidad superficial tanto de las piezas mecanizadas como de las herramientas y matrices.
- Los procedimientos convencionales, como el torneado, el fresado, el taladrado o el rectificado, requieren un contacto directo entre pieza y herramienta y este requerimiento físico limita al propio proceso al tratar con materiales frágiles.
- El desarrollo y utilización de nuevos materiales como superaleaciones, materiales compuestos, materiales plásticos o cerámicas que requieren nuevos procesos de fabricación.
- Cada vez se incrementa más la necesidad de producir componentes con geometrías complejas como cavidades interiores, componentes microelectrónicos o pequeños dispositivos.
A grandes rasgos, los ‘últimos métodos’ desarrollados presentan una serie de ventajas comunes. Entre otras:
- Abren unas posibilidades que no se pueden lograr con los métodos tradicionales bien por posibilitar el trabajo con determinados materiales de gran dureza o bien por permitir obtener geometrías sumamente complejas.
- Incrementan la productividad, bien por reducir el número de operaciones de fabricación necesarias para conseguir el producto, bien por realizar determinadas operaciones de una forma más rápida que los métodos tradicionales.
- Reducen el número de productos rechazados en unos casos por incrementar la capacidad de repetir los procesos, en otros por disminuir la posibilidad de rotura o deformación de las piezas frágiles o por minimizar el riesgo de modificar las propiedades de las piezas de trabajo.
En definitiva, estos procesos permiten obtener componentes con tolerancias muy ajustadas a partir de los nuevos materiales ya comentados. Pueden coexistir con una producción automatizada ya que muchos de ellos son idóneos para una monitorización en línea y un control adaptativo y, por tanto, sus datos de trabajo pueden ser fácilmente integrados en las bases de datos de fabricación. Con todo ello, los requerimientos económicos que imponen las tecnologías de fabricación flexible, fabricación integrada, ingeniería y diseño asistido, control numérico computerizado, robótica, visión artificial e inteligencia artificial, pueden ser empleados no solo en la planta de producción sino a través de todas las facetas de la estructura productiva.
2. PRINCIPIOS DE FUNCIONAMIENTO
Se podría definir la electroerosión como un proceso de mecanizado que utiliza la energía suministrada a través de descargas eléctricas entre dos electrodos para eliminar material de la pieza de trabajo, siendo ésta uno de los electrodos. Al electrodo que hace las funciones de herramienta se le suele denominar simplemente electrodo mientras que al electrodo sobre el cual se desea llevar a cabo el arranque se le conoce como pieza de trabajo.
El origen del mecanizado por electroerosión se remonta a los años cuarenta y está relacionado con la mecanización de matrices y, por tanto, con una de las variantes del método que es la electroerosión por penetración.
Su desarrollo como técnica competitiva de fabricación ha estado ligado al desarrollo de alguno de sus componentes. Entre ellos cabe citar la aparición de los generadores transistorizados que permiten controlar los pulsos de corriente. También es importante el desarrollo tanto del control numérico como del control numérico computerizado, por la posibilidad de controlar en todo momento la distancia entre electrodo y pieza de trabajo, automatizar tareas y la posibilidad de hacer que el electrodo describa determinadas trayectorias que permiten la mecanización de geometrías complejas, entre otras.
La posibilidad de mecanizar piezas utilizando como herramienta un hilo conductor en movimiento continuo cae dentro de la denominada electroerosión por hilo. Si el movimiento del hilo está controlado por un sistema de control numérico con cinco grados de libertad, las posibilidades de mecanización de geometrías complejas aumentan. Por último, una variante del método general de electroerosión permite su utilización en procesos de rectificado.
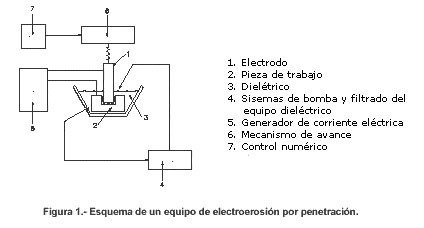
En la Figura 1 se representa en esquema un equipo básico de electroerosión por penetración. La pieza de trabajo, que como se ha indicado ha de ser conductora de la corriente eléctrica, se conecta a un polo de un generador de corriente. El electrodo, realizado con material también conductor, se conecta al otro polo del generador. Las dos partes, que están separadas por una pequeña distancia, están inmersas en un fluido dieléctrico con el fin de controlar la resistencia a la descarga eléctrica en esa zona intermedia. Al aplicar un incremento del voltaje en los electrodos se consigue un aumento del desorden interno en el fluido comprendido entre los electrodos hasta que termina siendo ionizado de forma que esta zona intermedia, que en condiciones normales no era conductora, pasa a serlo, permitiendo el flujo de corriente de un electrodo a otro en forma de descarga de chispas.
El canal a través del cual se transmite la descarga tiene una sección tan pequeña que se consigue una alta densidad de corriente, del orden de 104 a 106 amperios / cm2. Como consecuencia, la temperatura en el canal oscila entre 5.000 y 10.000 º C, dando como resultado una fusión y vaporización de pequeñas cantidades de material, de ambas superficies, electrodo y pieza de trabajo, en los puntos en los que se produce la descarga. La liberación de gas producida en la vaporización origina una burbuja de gas dieléctrico en torno al canal de descarga. Cuando termina el pulso eléctrico se paran inmediatamente tanto las chispas como el calentamiento. Como consecuencia, el canal de descarga y la bolsa de gas desaparecen, se diluyen. La irrupción del fluido dieléctrico frío en el lugar que antes ocupaba la burbuja consigue solidificar bruscamente el material fundido tanto de la herramienta como de la pieza de trabajo y es expulsado violentamente. Se produce un pequeño "cráter" en la superficie de los dos y una pequeña bolita de material solidificado que es extraída de la zona por el fluido dieléctrico.
La secuencia descrita puede llegar a repetirse varios cientos de miles de veces por segundo. Cada descarga se produce en el punto que está a la mínima distancia entre el electrodo y la pieza de trabajo. La erosión en la pieza de trabajo, y en menor extensión también en la herramienta, hace que aumente paulatinamente la distancia entre ambos. Las sucesivas descargas a través de toda la superficie del electrodo siempre se producen en los puntos situados a la menor distancia. De esta manera, la superficie de la pieza de trabajo va adquiriendo la forma que tenga el electrodo. A medida que el proceso continúa y el electrodo va avanzando automáticamente para mantener constante la distancia con la pieza de trabajo, se genera la cavidad o el corte como una réplica del electrodo.
La forma y características de cada uno de los componentes depende en gran medida del equipo al que estén destinados que, como se verá más adelante, depende del tipo de pieza a mecanizar.
3. EQUIPOS DE ELECTROEROSIÓN
Los equipos de electroerosión tienen una serie de componentes básicos como los reflejados en la figura anterior y que, a grandes rasgos, podrían encuadrarse en:
- Electrodo.
- Pieza de trabajo.
- Fluido dieléctrico.
- Sistema de filtrado y bombeo de dieléctrico.
- Generador de corriente eléctrica.
- Sistema de movimiento del electrodo o mecanismo de avance.
Las características de cada uno de estos componentes dependen directamente del equipo al que van destinados y del tipo de pieza a mecanizar. Se distinguen básicamente tres grandes grupos de máquinas de electroerosión, las que tienen un electrodo sólido que entra dentro del material para mecanizarlo, que se denominan máquinas de penetración o electroerosión por penetración. Las que utilizan un electrodo de hilo, que atraviesa el material a mecanizar de forma similar a como lo haría una sierra, que forman el grupo de máquinas de electroerosión por hilo, y las rectificadoras por electroerosión donde se ha sustituido la muela de la rectificadora por un electrodo.
")
Fig. 2.- Posibilidades geométricas en electrodos de grafito
(Cortesía Schunk Ibérica).
(Cortesía Schunk Ibérica).
3.1 El electrodo
El proceso de electroerosión comienza en numerosos casos con la fabricación del electrodo, cosa que no suele ser habitual en los métodos convencionales de arranque de viruta. Una característica exclusiva de la electroerosión es la necesidad de disponer de electrodos preformados cuando se trabaja en electroerosión por penetración y otra la gran frecuencia con que se fabrican piezas individuales con tolerancias muy estrechas por lo que un factor clave es el diseño del electrodo.
Las cualidades que se buscan en el material de la herramienta son:
- Alta conductividad eléctrica.
- Alta conductividad térmica.
- Alto punto de fusión.
- Facilidad de mecanizado.
- Coste bajo.
Los primeros electrodos utilizados generalmente eran de grafito debido, por un lado, a sus buenas características como conductor de la corriente eléctrica y, por otro, a que es muy fácil de trabajar para obtener geometrías complejas. Estas buenas prestaciones han hecho que, junto con el bronce, se hayan mantenido como los electrodos más utilizados en el mecanizado de aceros, siendo reemplazados únicamente por aleaciones de cobre con wolframio en casos muy específicos como lo es el mecanizado de carburos. El tamaño de las partículas de grafito varía en función del tipo de trabajo a realizar. Para procesos de desbaste se suele trabajar con partículas de 0,20 mm, mientras que en procesos de acabado el tamaño es del orden de 0,013 mm.
Los electrodos de bronce se utilizan en aplicaciones que requieren un buen acabado superficial y altos ritmos de producción. El latón, para mecanizado de aleaciones de aluminio y la mezcla carbono – wolframio en trabajos de alta precisión y acabado superficial.
Al abordar las máquinas y equipos de electroerosión por penetración, se volverá a incidir sobre la importancia del diseño del electrodo de cara a conseguir geometrías sofisticadas cuando describe trayectorias tridimensionales complejas.
3.2 El fluido dieléctrico
Los dieléctricos más utilizados industrialmente son parafinas, aceites minerales ligeros y agua des-ionizada. Todos ellos son relativamente baratos, con baja viscosidad y con temperaturas de inflamación lo suficientemente altas como para que sea seguro trabajar con ellos. Los productos muy densos y viscosos como los aceites minerales tienen buenas cualidades como la capacidad de concentración del calor y de la intensidad de corriente en la zona de descarga pero presentan problemas respecto a su capacidad de evacuación de los productos de deshecho.
La función que cumple el dieléctrico es múltiple:
- En primer lugar, aísla y llena la zona comprendida entre el electrodo y la pieza de trabajo.
- Apaga rápidamente la chispa después de que tiene lugar la descarga, de esta forma se previene la formación de un arco continuo que haría imposible una nueva descarga.
- Concentra la energía de la descarga eléctrica en la zona de trabajo.
- Se ioniza rápidamente al voltaje de trabajo.
- Arrastra el calor y los materiales generados después de cada descarga.
En este punto es importante recordar que junto al dieléctrico coexisten partículas del material eliminado por lo que es imprescindible un buen sistema de filtrado que vaya recogiendo todos estos “lodos producidos”. Por otro lado será necesario seguir las recomendaciones de gestión medioambiental encaminadas al tratamiento y reciclado, cuando proceda, de los residuos producidos.
 Variación de la velocidad de mecanizado en función de la intensidad de corriente")
Fig. 3.- A) Variación de la velocidad de mecanizado en función de la intensidad de corriente
 Variación del desgaste de electrodo")
Fig. 3.- B) Variación del desgaste de electrodo
3.3 El sistema de movimiento del electrodo
Ya se ha comentado que la eficiencia del proceso de electroerosión depende en gran medida de que la distancia entre electrodo y pieza de trabajo sea la apropiada. Por tanto, la misión del sistema de movimiento es posicionar continuamente al electrodo mientras dura el mecanizado. Esto se consigue comparando el voltaje actual con el voltaje teórico. El error detectado sirve para alimentar un servo amplificador que a su vez pasa la información a un sistema que abre y cierra unas válvulas hidráulicas que permiten el paso de un fluido hidráulico hacia un pistón que en última instancia es quien mueve el brazo sobre el que va montado el electrodo.
El sistema descrito a grandes rasgos, en la práctica, es muy sensible y preciso ya que en condiciones normales de trabajo la distancia que separa electrodo y pieza oscila entre 0,010 a 0,050 mm.

Fig. 4.- Movimiento del electrodo. Izquierda: según el eje Z; Derecha: combinación de los tres movimientos
4. MAQUINAS DE ELECTROEROSIÓN
A continuación, se procede a comentar con algo más de detalle los dos grandes grupos de máquinas de electroerosión más significativos, que son:
- Máquinas de penetración
- Máquinas de hilo

")
Fig. 6.- Ejemplos de utilización de la electroerosión
(cortesía Ona).
(cortesía Ona).
4.1 Máquinas de penetración
Los primeros equipos de electroerosión se diseñaron para realizar las cavidades o formas en matrices. Estas primeras máquinas se denominaron de matriz de penetración o de pistón. Dado que en éstas máquinas el electrodo se situaba en posición vertical y estaba controlado por un émbolo, también se han conocido como máquinas de émbolo.
En las figuras se representan algunos tipos de electrodos de simetría simple, que permiten obtener distintos tipos de agujeros en función del tipo de movimiento del electrodo respecto de la pieza.
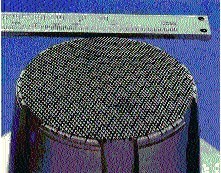
En la Figura 6 se presentan varios ejemplos de utilización de electroerosión. En la parte superior se puede apreciar su empleo como técnica utilizada en la producción de moldes. La geometría de la pieza a obtener unida a su tamaño, compárese con el bolígrafo que aparece en la parte inferior, hacen que un proceso de mecanizado convencional no aparezca como la forma más rápida e idónea. En la parte inferior se observan otros casos. A la izquierda aparece una pieza que presenta una superficie “mecanizada” formando una geometría compleja y de pequeñas dimensiones. A la derecha se observan los moldes de producción de otro tipo de elementos y, para uno de los casos, el electrodo utilizado.
Con pequeñas modificaciones, es posible que las máquinas de penetración verticales pasen a desarrollar otras geometrías. Básicamente estas modificaciones son de los tipos (Figura 7):
- El electrodo rota o gira sobre su propio eje.
- El electrodo realiza una órbita alrededor de un eje perpendicular al brazo de sujeción.

Fig. 7.- Arriba: Movimiento de giro del electrodo sobre su propio eje; Abajo: Movimiento de orbitación del electrodo.
En este último caso, la trayectoria circular del electrodo y, por lo tanto, de cualquier punto del mismo, se realiza en un plano paralelo a la superficie de la pieza de trabajo de forma que el giro del electrodo se realiza en torno a un eje perpendicular a la superficie de la pieza de trabajo. El efecto de la descripción de la órbita se puede ver fácilmente si imaginamos que ya se ha realizado un agujero dentro de la pieza de trabajo y que el electrodo es extraído. Antes de que el electrodo esté totalmente fuera del agujero, se añade un pequeño movimiento de orbitación con lo que se consigue aumentar el tamaño del agujero. Si el tamaño de la órbita se incrementa poco a poco a medida que el electrodo se extrae, entonces, el agujero se convierte en un avellanado por un procedimiento totalmente controlado.
")
Fig. 8.- Ejemplos de electrodos rotativos mecanizados por electroerosión con hilo (Cortesía System 3R).
Otra utilización de la orbitación se puede ver al imaginar que el electrodo tiene la forma de una cabeza de alfiler tal como se representa en la parte inferior de la Figura 7. En ese caso la cabeza erosiona o arranca un agujero con su misma forma. Si una vez que se ha terminado el agujero se produce una orbitación del electrodo, se consigue hacer un arranque de material en el fondo de agujero, creando una cavidad interior semejante a una bolsa de saco que sigue la forma del electrodo. La Figura 8 muestra varios electrodos fabricados con una máquina de electroerosión por hilo para su utilización en electroerosión por penetración y que presentan algunas de las geometrías descritas anteriormente.
La rotación del electrodo tiene un valor especial si la cabeza del electrodo no tiene simetría axial. Supongamos que se esta utilizando un electrodo con cabeza en forma de L. Una vez se ha introducido el electrodo a una profundidad determinada se le puede hacer girar sobre su eje produciendo mecanizados interiores de formas complejas. La experiencia ha demostrado que siempre que se pueda hay que tender a efectuar el trabajo con electrodos rotativos ya que así se consiguen mejores condiciones de barrido y se distribuye uniformemente el desgaste del electrodo. Por otro lado, la utilización de electrodos rotativos se suele traducir en tiempos de proceso más cortos y una mayor precisión del mecanizado. En este caso se requiere que el sistema encargado del movimiento del electrodo sea perfectamente concéntrico.
Como un caso especial de las máquinas de electroerosión por penetración, hay que citar un grupo de máquinas especialmente apropiadas para la preparación de las piezas destinadas al corte por hilo. Se trata de máquinas que perforan por medio de un electrodo tubular en rotación. Permiten hacer agujeros de 240 mm de profundidad con diámetros comprendidos entre 0,4 y 3,5 mm. Entre sus aplicaciones hay que citar, como ya se ha indicado, la realización de los agujeros de partida en las piezas destinadas al corte por hilo, perforación de agujeros de refrigeración en electrodos de cobre, mecanizado de agujeros de enfriamiento en materiales duros como el acero templado o el carburo de wolframio, mecanizado de agujeros ciegos, perforación de agujeros en planos inclinados o en lugares difícilmente accesibles.

Fig. 9.- Electroerosión por hilo.
4.2 Electroerosión por hilo
Como ya se ha indicado, una posibilidad de electroerosión es la que utiliza un hilo metálico móvil como electrodo, de forma similar a como funcionan las sierras de hoja continua. El hilo puede estar realizado con cobre, cobre aleado, molibdeno o wolframio, y típicamente tiene un diámetro de 0,25 o 0,5 mm. La relación de desgaste no tiene ningún valor puesto que el hilo se utiliza solamente una vez y avanza a una velocidad comprendida entre 2,5 y 150 mm/s, Figura 9.
En las máquinas de electroerosión por penetración las velocidades de extracción de material se dan en unidades de volumen por unidad de tiempo, de forma equivalente a como se mide una operación de fresado. La electroerosión por hilo es más parecida a un proceso de corte con sierra: la velocidad de arranque del material es área de la superficie cortada por unidad de tiempo. Los valores típicos para corte por hilo oscilan en torno a 43 mm2/min.
Las máquinas más modernas están incrementando la velocidad de corte. Cuando se utilizan máquinas de electroerosión, las tolerancias dimensionales están en el rango de 10-3 mm. La electroerosión por hilo se utiliza frecuentemente para el pulido o acabado final de aparatos de medida de tolerancias dimensionales. Es un proceso que industrialmente se denomina de superacabado. En éstas condiciones, lógicamente, las máquinas deben trabajar en condiciones muy ajustadas de temperatura y humedad.
")
Fig. 10.- Mecanizado mediante electroerosión con hilo
(Cortesía: Charmilles).
(Cortesía: Charmilles).
La introducción automática del hilo y el preajuste de la pieza de trabajo permiten mantener la producción durante 24 horas al día lo que permite conseguir una elevada productividad, flexibilidad y garantía de calidad. La dificultad básica del proceso radica en el posicionado y sujeción de la pieza dentro del campo de trabajo de la máquina ya que con frecuencia se trata de una operación lenta y laboriosa ya que hay que garantizar que el mecanizado se produzca dentro de los estrechos márgenes de tolerancia y que no se produzcan choques entre los elementos de sujeción y las partes móviles de la máquina. En este tipo de mecanizados es frecuente que el cabezal de la máquina gire para permitir cortes oblicuos por parte del hilo.
Como las bobinas de hilo se mueven alrededor de varios ejes, las máquinas de electroerosión por hilo permiten realizar formas más complejas que las de penetración vistas anteriormente. Además, producen piezas con una mayor repetibilidad que las obtenidas con métodos convencionales. Como ejemplo se puede observar el mecanizado del cubo presentado en la Figura 10 en el que cada cara corresponde al perfil de una letra. Hay que pensar que los agujeros con una sección variable no son tan raros en fabricación. Cualquier matriz de extrusión para materiales blandos tipo aluminio que tenga que tener esta forma tendrá que estar hecha con materiales muy duros a fin de que pueda aguantar las grandes tensiones involucradas en el proceso de extrusión. Un ejemplo es pensar en la matriz de extrusión necesaria para obtener los perfiles de la carpintería de aluminio que se puede ver en cualquier ventana a partir de bloques cilíndricos de aluminio macizo de diámetro 300 mm en una sola fase.
Las características del corte por electroerosión hacen del proceso un método muy adecuado para la obtención de matrices de embutición, matrices de extrusión, matrices para metalurgia de polvos por compactación, creación de prototipos e incluso para la fabricación de electrodos convencionales de penetración. En la Figura 10 se ilustran algunos ejemplos de las aplicaciones descritas. En la imagen de la derecha se puede observar:
- Un perfil prototipo de aluminio.
- Útil progresivo como los utilizados en conformado.
- Matriz de extrusión para cables planos (ambas caras).
- Matriz (en dos piezas) para extrusión de juntas de caucho (en los laterales se aprecia la imagen posterior de cada pieza gracias a un espejo).
Las máquinas de electroerosión permiten realizar cortes internos. Se comienza por taladrar un pequeño agujero en la pieza para introducir a través de él el hilo, utilizando una taladradora de electroerosión que, como se ha indicado anteriormente, es una máquina de penetración de un solo eje dedicada exclusivamente a este fin. La función de enhebrado la puede realizar la propia máquina ya que se puede forzar al hilo a seguir el chorro de dieléctrico, generalmente keroseno o agua desionizada, a través del agujero. A la salida el hilo es capturado por la propia máquina.
5. CUALIDADES DEL PROCESO DE ELECTROEROSIÓN
El proceso de electroerosión, a primera vista, puede parecer un método muy lento de arrancar material, incluso si pensamos que el proceso descrito tiene lugar cientos de veces por segundo. Sin embargo, la ha demostrado que es una técnica que es más rápida y presenta ventajas frente a otras. En este sentido hay que citar:
- La técnica permite la obtención de piezas con formas de simetría compleja, tanto externa como internamente.
- Permite trabajar con materiales frágiles o fácilmente deformables que no pueden ser mecanizados con otros métodos.
- La técnica es independiente de la dureza del material de trabajo, lo que representa una gran ventaja en el trabajo con materiales muy duros como los utilizados en la fabricación de matrices y también en el caso de tener que trabajar con mezclas de materiales de distinta dureza.
- Se trata de una técnica fácilmente automatizable. El programa de control gestiona la ejecución de los programas - piezas y posibilita el encadenamiento de las operaciones, desde el desbaste al acabado, incluidos los desplazamientos y los cambios de herramientas. El sistema de control puede gobernar los movimientos de un robot que realiza la carga de las piezas desde un contenedor o cargador y depositarlas en otro diferente después del mecanizado. Esto permite independizar el proceso de cualquier intervención humana, permitiendo mecanizados nocturnos o de fin de semana. Es una práctica bastante habitual en la industria poner a última hora del día la pieza en la máquina y volver a la mañana siguiente a recoger la pieza terminada.
- Por último, con ésta técnica es posible obtener piezas con un muy buen acabado superficial y dentro de unos estrechos márgenes de tolerancias.

Fig.11.- Arriba: agujero de refrigeración en un electrodo de cobre. Abajo: agujero de salida
de fluido en un eyector de los utilizados en conte con fluido abrasivo
de fluido en un eyector de los utilizados en conte con fluido abrasivo
Como resumen de lo expuesto a continuación se describen dos ejemplos en los que se aprecian las ventajas de los métodos de electroerosión.
Los procesos de fabricación que se basan en la utilización de la fuerza para realizar agujeros en chapa de menos de 3 mm, como puede ser un punzonado en prensa, distorsionan o alteran generalmente el material y dejan unas rebabas que deben ser eliminadas con algún otro método posterior o, si la chapa es muy fina, se puede producir una deformación plástica en las proximidades del agujero. Esta situación no se presenta con la electroerosión. La técnica permite hacer pequeños agujeros en rejillas, tubos de paredes muy finas y estructuras frágiles. Los bordes de un agujero realizado con electroerosión están libres de rebabas y el mecanizado no produce ninguna deformación en el material. En la Figura 11 se presentan dos ejemplos. En la parte superior se trata de un electrodo de cobre de 40 mm en el que se ha realizado un agujero de refrigeración con un electrodo de 0,8 mm en 20 segundos. En la parte inferior se representa un eyector de 150 mm en el que se ha realizado el agujero de salida de fluido con un electrodo de cobre de 0,8 mm en 6 minutos.
Normalmente es difícil el mecanizado de piezas con componentes de distinta dureza, tal es el caso de un pequeño taladro convencional sobre una pieza de un material compuesto, en el que la broca se desviará hacia el material más blando. Esta situación no se da en electroerosión ya que las velocidades de erosión no dependen de la dureza del material. Se pueden realizar sin problema taladros con relación profundidad/diámetro de 20/1, mientras que con taladros convencionales este límite está en 10/1 relación en la cual la broca corre el riesgo de desviarse y producir un agujero fuera de tolerancias.




")


































































