
EQUIPOS Y TECNOLOGÍAS PARA CORTE DE CHAPA
El corte de chapa mediante oxicorte (1ª parte)
Rico, J.C.(1); Valiño, G.(1); Cuesta, E.(1); Villanueva, A.(2)
(1) Profesores del Área de Ingeniería de los Procesos de Fabricación Universidad de Oviedo
(2) Director de IDP, S.L.15/03/2002
(1) Profesores del Área de Ingeniería de los Procesos de Fabricación Universidad de Oviedo
(2) Director de IDP, S.L.15/03/2002
1. INTRODUCCIÓN
Entre aquellos procesos no convencionales cuyo campo de aplicación es principalmente el corte de chapa, se puede realizar una particular clasificación que nos lleva a englobar muchos de ellos (90% de las aplicaciones industriales) en un sólo grupo denominado procesos de corte por chorro (beam cutting processes). En estos procesos, la herramienta se sitúa en dirección perpendicular a la superficie de la chapa. El chorro incide en esta dirección y corta la chapa. La naturaleza del chorro determina una segunda clasificación de los diferentes procesos de corte por chorro:
Aquellos procesos que utilizan la acción mecánica directa, ya sea de un único material o combinándolo con abrasivos, para incidir sobre el material a cortar, se denominan procesos de corte por chorro mecánico (mechanical beam processes). Se utilizan cuando no pueden emplearse técnicas tradicionales debido a la dureza del material, a su extrema fragilidad o, principalmente, cuando pueden resultar dañados si se mecanizan por procesos eléctricos o térmicos (sensibilidad a altas temperaturas). Cabe citar, dentro de los procesos de esta naturaleza, el corte por chorro de agua con o sin abrasivos (waterjet machining, WJM y abrasive waterjet machining, AWJM) y el corte por chorro de aire con abrasivos (abrasive jet machining, AJM).
Cuando la separación del material se debe principalmente al efecto de las altas temperaturas localizadas sobre una pequeña zona de material, estamos ante los procesos de corte por chorro térmicos. Tienen un amplio campo de aplicación, y ocupan un segmento cada vez mayor del mercado. Esto se debe en parte, no sólo al incremento en el número de máquinas, sino también a la diversidad de fuentes de energía utilizadas para provocar el aumento térmico localizado. El oxicorte (flame or oxygen-flame cutting), el arco de plasma (plasma arc system) y el láser (laser beam cutting) son los principales procesos aplicables a la chapa. El corte por haz de electrones (electron beam cutting) pertenece también a este tipo de procesos, pero no está indicado para el corte 2D de chapa, sino más bien para mecanizado de precisión en el taladrado de pequeños agujeros, grabado, tratamientos térmicos, etc.
Un parámetro crítico que presentan todos éstos procesos alrededor de la línea de corte es la zona afectada térmicamente (ZAT) alrededor de la línea de corte. Actualmente existen trabajos encaminados a reducir dicha zona, no sólo controlando los parámetros de corte sino mejorando y/o ensayando nuevas tecnologías. En el corte por láser se reducen significativamente las anchas zonas ZAT que presentan procesos como el plasma o el oxicorte (1-4 mm), alcanzándose en condiciones óptimas y utilizando procesos como el láser, valores de 0.1 mm. Esta disminución de la ZAT, en ciertos procesos térmicos, redunda en la posibilidad de cortar materiales sensibles al calor como plásticos, telas, etc. aumentando sensiblemente su campo de aplicación.
2. TECNOLOGÍA DEL CORTE DE CHAPA POR OXICORTE
2.1. El Proceso
El proceso fue desarrollado completamente en el siglo XX y sus primeras aplicaciones se llevaron a cabo en Europa. No obstante, su total desarrollo hasta lo que hoy conocemos por oxicorte se produjo en Estados Unidos durante el primer cuarto del siglo XX.
El proceso de oxicorte, al contrario de lo que pueda parecer, no consiste en una fusión del metal, el corte se produce por una literal combustión del mismo. En otras palabras al cortar quemamos el metal a medida que avanzamos con el soplete. Por esta razón, la presencia de aleantes se hace crítica, ya que merman la capacidad del acero a ser quemado.
Para que se produzca una reacción de combustión son necesarios tres requisitos; presencia de combustible (a su temperatura de ignición), presencia de comburente (en una mínima proporción), y un agente iniciador. En el proceso de oxicorte, el combustible es el Fe, el comburente el O2, y el agente iniciador la llama del soplete. En condiciones normales, aunque apliquemos un agente iniciador a una pieza de acero, ésta no arde espontáneamente por dos motivos; el Fe contenido no está a su temperatura de ignición (aproximadamente 870°C) y el O2 atmosférico no es lo suficientemente puro (el O2 atmosférico se encuentra en una proporción del 20% y la proporción mínima necesaria para quemar el Fe es un 87%).
2.2. El soplete
El soplete de corte juega tres papeles distintos: llevar el Fe contenido en el acero a su temperatura de ignición, aportar una atmósfera envolvente con una proporción mayor que la mínima necesaria en O2 y, por último, generar el agente iniciador.
Para lo primero el soplete de corte utiliza parte del O2 disponible para mezclarlo con el gas combustible y así crear la llama de precalentamiento formada por un anillo de llamas en la boquilla de corte. La llama de precalentamiento puede alcanzar temperaturas entre 2.425°C y 3.320°C dependiendo del tipo de gas utilizado y la riqueza de O2 en la mezcla. La proporción de O2 y gas en la mezcla para el precalentamiento se controla a través de las dos válvulas que incorpora el soplete. Con la llama de precalentamiento bien ajustada, se acerca ésta a la pieza a cortar hasta que se alcanza la temperatura de ignición. Una vez alcanzada ésta, el metal se torna en un color naranja brillante y pueden verse algunas chispas saltar de la superficie.
")
Fig. 1.- Cuatro sopletes trabajando simultáneamente
sobre la misma chapa (ARGON)
sobre la misma chapa (ARGON)
En este momento debe ser accionada la palanca del soplete para permitir la salida por el orificio central de la boquilla de un chorro de O2 puro (llamado chorro de corte) (figura 1). Así se consigue enriquecer en O2 la atmósfera que rodea la pieza precalentada para que sea posible la combustión.
Inmediatamente, y gracias a la presencia de la llama de precalentamiento que actúa también como agente iniciador, comienza la reacción exotérmica de combustión del Fe, que nos llevará finalmente al corte de la pieza. Como toda combustión, la reacción de oxidación del Fe es altamente exotérmica, y precisamente esa enorme cantidad de energía desprendida en la reacción ayuda a llevar las zonas colindantes a la temperatura de ignición, y poder así progresar en la acción del corte.
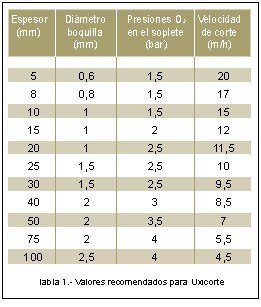
El óxido resultante de la combustión fluye constantemente por la ranura, cuyas paredes calienta propagando la reacción de combustión. Para obtener cortes limpios y económicos, es conveniente no utilizar presiones de O2 demasiado elevadas. A menudo los fabricantes de máquinas de oxicorte suministran tablas tecnológicas con los valores más recomendados de presión, velocidad de corte, etc. en función del espesor del material a cortar (tabla 1).
En algunos casos, las tablas incluyen datos relativos a la sangría del corte (tabla 2) en función de la presión (proporcional al espesor), y del tipo de soplete utilizado (para chaflanes, de tipo doble o triple, etc.). Otras tablas aportan datos del consumo de los diferentes gases utilizados con la finalidad de poder determinar el coste de las operaciones de corte.
")
Tabla 2.- Valores recomendados para el proceso de oxicorte (SAF)
2.3. La combustión del Fe
En la combustión del Fe, se observan las siguientes reacciones químicas estequiométricamente igualadas:
1ª reacción:
2 Fe + O2 3v4 u 2 FeO + 128 kcal
2ª reacción:
3 Fe + 2 O2 3v4 u Fe3O4 + 268 kcal
3ª reacción:
4 Fe + 3 O2 3v4 u 2 Fe2O3 + 394 kcal
2 Fe + O2 3v4 u 2 FeO + 128 kcal
2ª reacción:
3 Fe + 2 O2 3v4 u Fe3O4 + 268 kcal
3ª reacción:
4 Fe + 3 O2 3v4 u 2 Fe2O3 + 394 kcal
Para poder comparar las tres reacciones, debemos tomar las tasas de calor liberado por kg de Fe, que son respectivamente: 1.142 kcal, 1.598 kcal y 1.762 kcal. Aunque la tercera ecuación es la más exotérmica, y por tanto, parece ser la más espontánea (teóricamente lo es), en la práctica no es la reacción predominante puesto que la cantidad de O2 necesaria para quemar 1 kg de Fe siguiendo cada una de las reacciones es respectivamente: 200, 267 y 300 l. Por tanto, la práctica nos muestra que mientras la tercera reacción solamente se da en el oxicorte de grandes secciones (donde se aplica un abundante chorro de O2 de corte), la primera y la segunda son mucho más comunes.
A medida que el Fe va siendo oxidado y se forman sus óxidos correspondientes, éstos, y parte del Fe de la pieza, se van fundiendo por la acción térmica en juego y van siendo expulsados por la acción física del chorro de O2. La propiedad de los óxidos de Fe de fundir a temperaturas semejantes al Fe atómico hace posible el fenómeno del oxicorte. Esta propiedad es excepcional, puesto que la mayoría de los metales funden a temperaturas menores que sus óxidos. Precisamente por éste motivo metales como el Al, Mg o Cr no pueden ser cortados por este proceso dado que sus óxidos funden a una temperatura mucho mayor que su fase atómica.
Es por ello que la aplicación fundamental de oxicorte, y para la cual está diseñado, es el corte de aceros de bajo contenido en Carbono (normalmente entre 0,1% y 0,3%) y bajo contenido en aleantes. La presencia en altas concentraciones de los aleantes normalmente presentes en el acero afecta a la capacidad del proceso de cortar el metal. Elementos como el Mn, Si, P y S, afectan poco a esta capacidad cuando están presentes en concentraciones normales. Por otra parte, elementos como el Cr, Ni, Mo, y por supuesto el C, reducen la capacidad de corte del O2 existiendo algunos límites a partir de los cuales el corte no es posible: 5% para el Cr, 7% para el Ni, etc.
Antes de intentar cortar una chapa mediante oxicorte, deben tenerse en cuenta los elementos aleantes contenidos en su material, sus combinaciones, exactamente igual a como debe hacerse antes de aplicar un tratamiento térmico o un endurecimiento a la llama. Todos los metales deben examinarse, no solamente desde el punto de vista de los aleantes que contienen, sino también de las propiedades que las combinaciones que dichos aleantes tienen.
2.4. El precalentamiento
La principal función de la llama de precalentamiento es llevar la pieza hasta la temperatura de ignición, que como se ha mencionado anteriormente es de aproximadamente 870°C. No obstante, la llama de precalentamiento tiene otras funciones:
- Limpiar la superficie de la pieza a cortar de cualquier sustancia extraña como óxido, suciedad, escamas, no sólo durante el precalentamiento sino también durante la acción de corte
- Ayudar a alcanzar la temperatura de ignición a medida que se avanza con el corte.
- Mantener un entorno de protección alrededor del chorro de O2 de corte.
- Precalentar el O2 contenido en el chorro de corte haciéndolo más reactivo.
- Ayudar a mantener las escorias producidas en la ranura del corte en estado fluido para que puedan ser expulsadas.
2.5. El chorro de O2 de corte
Tal y como se ha explicado anteriormente, es obvio que el O2 de corte juega un papel principal durante la operación de corte. Su pureza debe ser del 99,5% o superior. Una pérdida de pureza de un 1% implica una pérdida de velocidad de avance de aproximadamente un 25% y a su vez incrementa el consumo de O2 en aproximadamente un 25%. Con una pureza de O2 de un 95% la acción de corte por oxidación es imposible de conseguir y se transforma en una acción de fusión y limpieza.
Para conseguir la mejor calidad en el corte, siempre deben observarse las recomendaciones del fabricante de los equipos de corte referentes a:
- Tamaño de la boquilla en función del grosor de chapa a cortar.
- Ajuste de la llama de precalentamiento.
- Presión de gas.
- Presión de O2 de corte.
- Velocidad de corte. Si se siguen correctamente las recomendaciones se conseguirá un corte adecuado en el que podremos observar las siguientes características (ver apartado 3)
- Caras de corte perpendiculares con unas aguas suaves
- Ausencia de mordeduras
- Canto superior anguloso, ni redondeado ni fundido.
- Canto inferior libre de escorias y rebabas.
Existen muchas aplicaciones de oxicorte en las que no se requiere estos niveles de calidad y normalmente se aceptan cortes más bastos. Este es el caso más general en el que la superficie del corte va a ser cubierta con soldadura, escondida dentro de la pieza a fabricar o cubierta con pintura. Si la calidad que se le exige al corte no es la máxima, la velocidad de avance puede ser, en muchos casos, incrementada.
2.6. Máquinas de oxicorte
La máquina de oxicorte consta de un pórtico sobre el que se monta el soplete, de forma que su velocidad de desplazamiento es constante y se mantiene invariablemente a la altura e inclinación correctas, condiciones esenciales para obtener cortes limpios y económicos. Normalmente se controlan también las presiones de todos los gases. La mayoría de la máquinas-herramienta de este tipo incorporan la posibilidad de utilizar también sopletes de plasma, los cuales se montan sobre el pórtico de igual forma que los de oxicorte, pero acoplándolos ahora a los distintos gases que requiere el plasma.
. Detalle del pórtico con varios sopletes")
Fig. 2.- Máquina de oxicorte (Oxiser). Detalle del pórtico con varios sopletes
Hay muchos modelos de máquinas de oxicorte, desde la máquina portátil, que se apoya y se desplaza sobre la chapa, hasta la máquina fija (figura 2), con una o varias cabezas de corte, capaces de cortar chapas de espesores muy diversos. Todavía hoy en día, es habitual ver máquinas que utilizan un dispositivo de lectura o copiador óptico que va siguiendo el contorno de la/s pieza/s a cortar dibujadas sobre un plano fijado sobre una mesa incorporada a la máquina. No obstante, cada día es más común la incorporación del control numérico (CN) a la máquina de oxicorte, de tal forma que la geometría y los parámetros tecnológicos se introducen en el CN en forma de un programa codificado. La instalación de una máquina de oxicorte, aún dotada de control numérico, no es muy costosa si se compara con cualquier otra máquina-herramienta.
Tanto con el uso de los copiadores ópticos como del CN, el oxicorte permite realizar todo tipo de cortes rectilíneos y curvos sobre chapas de acero de cualquier espesor, o sobre perfiles, tubos, etc. Pueden cortarse en buenas condiciones chapas superpuestas, incluso muy delgadas, si están bien sujetas unas contra otras. Cuando el soplete está bien regulado (presión, mezcla y velocidades adecuadas), los cortes son uniformes y presentan buen aspecto; basta un posterior y sencillo desbarbado para obtener un acabado aceptable. Aunque depende de la aplicación, frecuentemente se dejan los bordes tal como quedan después del corte.
3. CONTROL DE LOS PARÁMETROS TECNOLÓGICOS. CALIDAD DEL CORTE
Los procesos de corte por chorro presentan, de forma similar a lo que sucede en otros procesos como el mecanizado por arranque de material, unos parámetros tecnológicos críticos que son necesarios controlar para obtener los acabados superficiales y las tolerancias dimensionales requeridas. Para los procesos menos extendidos como el láser y el corte por agua, cabe decir que todavía hoy se siguen probando nuevas combinaciones de parámetros tecnológicos en función de aquellos materiales (ya sean nuevos o mejorados) susceptibles de ser cortados por estos métodos.
En cuanto al oxicorte e incluso el corte por plasma, adecuados para la mayoría de los aceros de construcción, aceros de fundición y aceros aleados (incluso inoxidables), son procesos relativamente sencillos con pocas variables a controlar. A pesar de ello, el número de empresas que optimizan realmente esas pocas variables (parámetros tecnológicos) es muy reducido, creando una falsa idea de que son procesos donde no se pueden conseguir buenos acabados ni mucho menos pequeñas tolerancias (del orden de 1 mm).
Las imprecisiones dimensionales pueden ser debidas a trayectorias de corte erróneas, a movimientos de la chapa o de las piezas durante el corte o a tensiones residuales en la chapa. Los defectos que se puedan corregir durante la programación del CN, utilizando trayectorias idóneas como por ejemplo insertando puentes en los perfiles de las piezas durante el corte, controlando el sentido de recorrido (figura3), etc., serán tratados en el apartado siguiente. En otros casos se recurre a técnicas externas a la programación, realizándose el enfriamiento de la ZAT con aire frío inmediatamente después del corte cuando la chapa aún presente tensiones residuales, utilización del plasma en mesas de agua, control de las presiones y caudales de los gases, etc.

Fig. 3.- Influencia del sentido de recorrido de las trayectorias en la calidad del corte
Todos los problemas y defectos que se citan a continuación, incluyendo sus causas y sus posibles soluciones, han sido preparados no sólo gracias a la literatura existente, sino también teniendo en cuenta la experiencia de usuarios y, sobre todo, de fabricantes de máquinas de oxicorte y plasma.
La calidad de la superficie del corte para la fabricación de estructuras metálicas viene recomendada por la norma DIN 2310, y recientemente, por el proyecto de norma europeo EN 1090-1-1993. En la figura 4 se muestra una parte de esta norma, correspondiente al acabado del corte, en la que se indica como deben controlarse la desviación angular de la superficie de corte (en la dirección del chorro) y la profundidad de las estrías o marcas en el sentido de recorrido (dirección de avance del corte). La norma establece también que ambos requisitos pueden suavizarse si las chapas o componentes estructurales se van a soldar en la superficie del corte.

Fig. 4.- Detalle de la norma europea EN 1090-1-1993 referente al acabado
de las superficies de corte para estructuras metálicas
de las superficies de corte para estructuras metálicas
Los distintos errores observados por causas tecnológicas, se pueden clasificar en función del daño o defecto causado en la chapa. Esta clasificación se establece con la finalidad de reconocer sus causas y posibilitar su posterior remedio. Debe hacerse notar que los errores son de tipo individual, es decir, debidos principalmente a un sólo parámetro, pero la combinación de varios de ellos puede dar lugar a contradicciones en los pronósticos de las causas que los originaron. También debe considerarse que para la elaboración de los defectos aquí listados no se han tenido en cuenta causas externas al proceso, como vibraciones de la propia máquina o de otras máquinas próximas en el taller, etc. Se asume además que el O2 empleado es de pureza estándar industrial.
3.1. Defectos en el filo superior del corte
- Fusión de las esquinas. El filo del corte, presenta un redondeo excesivo debido a la fusión del material en dicha zona. Este defecto se debe principalmente a una velocidad de corte demasiado baja o a una llama de corte (presión de O2) demasiado fuerte. También se puede deber a una distancia boquilla-chapa demasiado grande o demasiado pequeña o a una mezcla con demasiado O2 (figura 5a)
- Formación de cadena de gotas fundidas. La cadena de gotas fundidas de la figura 5b, formadas sobre el filo de corte son debidas a suciedad, óxidos, etc. existentes en la superficie de la chapa. En segundo orden de magnitud pueden deberse a una distancia excesivamente pequeña entre boquilla-chapa.
- Filo de corte colgante. La formación de un filo de corte colgante, con forma convexa sobre el filo ideal (a escuadra), se debe a una llama demasiado fuerte. Aún cuando la presión y mezcla de O2 es correcta se puede producir este defecto si la distancia entre boquilla y chapa es pequeña o la velocidad de corte es excesivamente lenta (figura 5c).
- Borde separado de la zona de corte con adherencia de escorias. En la figura 5d se puede observar este error causado generalmente por una distancia de la boquilla a la chapa demasiado grande. Cuando la distancia es la correcta, se puede producir por una presión del O2 de corte demasiado alta.
")
Fig. 5.- Defectos propios de la arista superior del perfil cortado (Messer)
3.2. Defectos en la superficie del corte: Irregularidades
Todas las desviaciones e irregularidades de la superficie ideal de corte se definen de acuerdo a la distancia entre dos planos paralelos, separados por la sangría y creados por contacto entre la llama y los puntos superior e inferior de la chapa sobre el perfil de corte. Teóricamente, el ángulo correcto de la chapa con la superficie cortada debe ser de 90º, de forma que la sangría debe permanecer constante a lo largo de todo el espesor de la chapa.
- Concavidad bajo el borde superior. La concavidad que se produce en la parte inmediatamente inferior al borde superior de la superficie de corte se debe a una presión de O2 demasiado alta, que produce un chorro turbulento inicialmente, volviéndose laminar al penetrar en la chapa. Este tipo de daños revela también suciedades en la boquilla (figura 6a).
- Estrechamiento del filo (sangría convergente). Este defecto se produce cuando ambas superficies de corte (derecha e izquierda), convergen hacia la parte inferior. Claramente indica un chorro de corte débil que puede ser debido a una velocidad demasiado alta, alta distancia de la boquilla o al empleo de una boquilla de diámetro demasiado pequeño para el espesor de la chapa que se quiere cortar (figura 6b).
- Ensanchamiento del filo (sangría divergente). Es el defecto contrario al anterior, se consideran también las causas opuestas (figura 6c).
- Sección cóncava de la superficie del corte. La concavidad se produce a lo largo de toda la superficie, particularmente en la zona media (figura 6d). Se produce principalmente por una velocidad de corte demasiado elevada o por utilizar poca presión de O2. Otras causas secundarias son debidas a la boquilla, diámetro pequeño para el espesor considerado, suciedad o deterioro, etc.
- Sección ondulada de la superficie del corte. La sección transversal de corte presenta en este caso unas inflexiones cóncavas y convexas alternadas (figura 6e). Como en la mayoría de éstos defectos, la alta velocidad de corte es la causa primordial. En este caso, el empleo de boquillas demasiado grandes o su vibración (causada por suciedad a lo largo de la guía, etc.) pueden también originar estas ondulaciones.
- Superficie de corte desviada de la vertical. Si las superficies son paralelas, sin defectos en su interior, debemos presuponer que la presión, velocidad, y distancia de la boquilla son correctas. Por lo tanto, este defecto sólo puede ser debido a un incorrecto posicionamiento angular de la antorcha. Ocasionalmente puede producirse por defectos superficiales o suciedad en la chapa (figura 6f).
- Borde inferior redondeado. En la figura 6g se observa este defecto, pudiendo ser más o menos severo en función de ciertos daños sufridos por la boquilla. También puede producirse cuando la velocidad de corte es muy alta (flujo muy turbulento de la llama)
- Escalón en el borde inferior. Se trata de un defecto similar al anterior. Las causas son también las mismas aunque predominando el exceso de velocidad (figura 6h)
- Dirección defectuosa del corte y superficie transversal ondulada. La superficie de corte no sigue una línea recta, sino que presenta un contorno ondulado (figura 6i). Esta irregularidad en la dirección del corte se debe principalmente al exceso de velocidad o al elevado contenido de los aleantes. Causas secundarias pueden ser la suciedad o daños en la boquilla, contenido en Carbono elevado o llama con exceso de gas comburente. Si el control de la velocidad se hace de forma irregular también se manifiesta de esta forma.
")
Fig. 6.- Defectos en la superficie de la pieza cortada: Irregularidades (Messer)
3.3. Defectos en la superficie del corte: marcado
La separación y dirección de las líneas de marcado, forman un patrón que delata cómo se está realizando el proceso. Las normas DIN 2310 y EN 1090-1-993, detallan cual debe ser el patrón de marcado ideal y qué profundidad pueden tener las marcas. El patrón ideal debe tener las marcas formando ángulo recto con el borde superior del corte y una pequeña desviación hacia atrás en el sentido de la marcha, con el borde inferior. Cualquier desviación, tanto en la dirección de las líneas de marcado cómo en la profundidad, denotará un mal empleo de alguno de los parámetros.
- Excesiva deflexión del marcado inferior. Es un defecto muy usual en este tipo de procesos y quizás el menos importante. La excesiva velocidad de corte es la causa principal. Cuando las exigencias de acabado no sean muy severas, es preferible utilizar una alta velocidad de corte aún cuando las marcas presenten dicha deflexión (figura 7a).
- Marcado superior con deflexión. El patrón superior se encuentra trasladado hacia la parte de atrás. Se debe a un ángulo incorrecto de la antorcha en la dirección del corte. (figura 7b).
- Excesiva deflexión del marcado inferior hacia adelante. Normalmente indica que hay un defecto en la boquilla que produce un flujo de la llama muy turbulento (figura 7c).
- Deflexiones locales del patrón de marcado. Las irregularidades de las marcas del patrón que se manifiestan por deflexiones en uno u otro sentido (hacia adelante o hacia atrás) como las de la figura 7d, son causadas por líneas de segregación, inclusiones distribuidas (de zonas con distinta concentración de aleantes), inclusiones de escoria y otros defectos similares sobre la chapa.
- Profundidad del marcado excesiva. Cuando en sentido transversal al corte, la profundidad de las marcas es excesiva, e independientemente del patrón de marcado que quede grabado sobre la superficie, esto indica que la velocidad de desplazamiento de la antorcha es demasiado alta o irregular. También puede deberse a una distancia demasiado corta entre boquilla-chapa (figura 7e). Irregularidades en la profundidad del marcado. Las diferencias en cuanto a las profundidades de marcado, pasando desde un marcado normal al del caso anterior y viceversa (figura 7f), ponen de manifiesto que se ha producido irregularidad o exceso en la velocidad de corte.
")
Fig. 7.- Defectos en la superficie del corte: Marcado (Messer)
3.4. Defectos en la superficie del corte: Cortes incompletos
Son defectos caracterizados por la pérdida de continuidad del corte, produciendo defectos de separación, total o parcial, entre las superficies de corte.
- Zonas aisladas de corte interrumpido. En la figura 8a, se puede observar un defecto de este tipo, que se manifiesta por la aparición de un triángulo de material remanente, no cortado, en la parte inferior. Como es de esperar, se debe a una velocidad de corte excesiva o a una llama demasiado débil que no traspasa todo el espesor de la chapa.
- Grupos de zonas de corte interrumpido. Cuando se produce el mismo defecto anterior, pero esta vez en forma de grupos aislados e irregulares distribuidos a lo largo de una zona, significa no sólo que la velocidad es demasiado alta (llama demasiado débil) sino que además hay zonas oxidadas, escoria, etc. en la superficie de la chapa (figura 8b).
- Zonas erosionadas en la parte inferior. Este fenómeno, caracterizado por grandes zonas erosionadas, durante intervalos irregulares, situados en la parte inferior (figura 8c), es una consecuencia usual del empleo de una velocidad de corte excesivamente lenta.
")
Fig. 8.- Defectos en la superficie de corte: Cortes Incompletos (Messer)
3.5. Defectos por adhesión de escoria
Los depósitos de escoria en la parte inferior o central de la superficie del corte son un defecto muy perjudicial para el proceso puesto que sólo pueden ser eliminados con dificultad.
- Barras de escoria adherida en la parte inferior. La formación de una "cadena" de escoria en el borde inferior de la superficie de corte (figura 9a) puede deberse a valores excesivamente bajos de la velocidad, aunque la causa más usual consiste en el empleo de boquillas demasiado pequeñas para el espesor. Otras causas secundarias son, una llama demasiado fuerte, o una llama con alto contenido de gas comburente
- Zonas de escoria incrustada en la superficie de corte. El defecto que se observa en la Figura 9b, se debe a un contenido en aleantes demasiado alto. 3.6. Defectos de agrietamiento Las grietas pueden aparecer dentro o sobre la superficie de corte y son atribuibles al material. Las grietas visibles (sobre la superficie) son mucho más frecuentes que las internas.
- Grietas en la superficie de corte. Las grietas que se esquematizan en la figura 10a, siempre visibles externamente, se producen por contenido en carbono o en aleantes demasiado elevado, acero susceptible a rotura térmica, insuficiente tratamiento térmico de la pieza, enfriamiento demasiado rápido, etc.
- Grietas internas en las proximidades a la superficie de corte. Las grietas aparecen dentro de la chapa, en zonas cercanas a la superficie de corte, sólo son visibles en una sección transversal (figura 10b). Las causas son análogas a las del caso anterior.
")
Fig. 9.- Defectos por adhesión de escoria (Messer)
")
Fig. 10.- Defectos de agrietamiento (Messer)
Normalmente los fabricantes de máquinas de corte, controles numéricos e incluso los suministradores de los gases, elaboran tablas que resumen las causas y los defectos más comunes. En ocasiones, estas tablas de "consejos prácticos" llegan a establecer causas de distinto orden de magnitud para un mismo tipo de fallo, transformándose en auténticos manuales de usuario.
Todos los problemas mencionados hasta el momento tienen que ver con parámetros tecnológicos en los que no interviene directamente la generación de trayectorias. Con controles numéricos que permiten programar la velocidad de corte, la presión de los gases, e incluso la distancia de la boquilla a la chapa (sistema de control de distancia con palpador), se solucionan fácilmente y no supondrán ninguna dificultad a la hora de la programación automática utilizando un sistema CAD/CAM.
Sin embargo, los problemas que se presentan en el siguiente capítulo sí requieren una programación específica, y actualmente sólo se pueden abordar con éxito cuando se dispone de un sistema CAM muy especializado.




")



































































