
Máxima precisión y velocidad en una línea de perfilado
A continuación se encuentra el horno de secado de poliuretano.
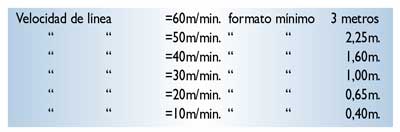
El hecho de que el proceso anterior sea en continuo ha obligado a instalar a continuación una sierra de disco volante que se desplaza sobre un husillo a bolas para poder cortar las lamas a la medida prefijada e independientemente de la velocidad de línea. Los requisitos de la sierra volante han sido muy severos: velocidad máxima de la perfiladora 70m/min, tolerancia máxima de la pieza +/- 0,5 mm., con una tabla de producción requerida de:
El automatismo eléctrico
A partir del Compobus-S a 15 y 20 metros respectivamente, se han instalado módulos descentralizados de I/O digitales modelo SRT.
De la CPU cuelga vía Host-Link una pantalla táctil Omron modelo NT 11S desde donde se realizan varias funciones. Se dan órdenes de movimientos manuales (con el consiguiente ahorro en pulsatería) y se introducen valores del proceso como velocidad de línea, longitud del formato a cortar y número de piezas, etc. Además, se visualizan y gestionan los avisos y las alarmas.
Para la cizalla volante ha sido necesario recurrir a un servomotor Omron concretamente de la familia SGMGH que trabaja a 400Vca trifásico en potencia y mando a 24Vcc. con la tarjeta posicionadora de eje y medio, modelo R88A-MCW151.
En la tarjeta MCW151 se ha desarrollado un programa para la realización de las siguientes funciones:
- Comunicar con el autómata vía Host-Link para saber la longitud de los formatos a los que hay que cortar y también el estado de la línea (en stop, en manual, en automático, etc.) además de informar del estado de la cizalla, número de piezas etc.
- Control y gestión de las secuencias de seguridad, como emergencias (secuencias de parada ante una emergencia externa), fallos (secuencias de parada y señalización) y límites de recorrido.
- Inicialización y búsqueda de cero.
- Movimientos manuales: avance /retroceso en manual y secuencias de despunte.
- Funcionamiento en automático.
Gracias a un encóder instalado en la línea se sabe la longitud del material que ya ha pasado por un punto. Esto permite determinar la velocidad y la distancia de material que ha avanzado desde el corte anterior
Las secuencias que se han implementado son las siguientes:
- Ciclo inicial de despunte con línea parada o en marcha (optativo).
- Espera mientras avanza el material hasta el momento de empezar a mover el eje sierra.
- Sincronismo en posición y velocidad con el avance del material a la medida previamente seleccionada. Se realiza mediante la función Movelin parametrizando rampa de aceleración, distancia máxima de desplazamiento de la sierra, rampa de deceleración y distancia a recorrer por el material
- Secuencias de corte y separación de la sierra.
- Fin de corte. (Vuelta al punto de inicio por medio de un posicionamiento absoluto función MOVEABS)
- Vuelta a espera mientras avanza el material (punto 2).



")













